Effects of CaCO3/NaHCO3 on Porous Structure and Quality Characteristics of Protein–Starch Gel Network Formed via Extrusion
Feng Guo, Huan Zhou, Hui Hu, Anna Hu, Qiang Wang, Jinchuang Zhang

TL;DR
This study explores how CaCO3 and NaHCO3 affect the structure and quality of protein-starch gels made through extrusion, showing how their combination influences expansion, hardness, and water retention.
Contribution
The study reveals the combined effects of CaCO3 and NaHCO3 on the porous structure and quality of extruded protein–starch gels, offering new insights into their functional properties.
Findings
Increasing NaHCO3 proportion significantly increased the expansion ratio and water holding capacity of the extrudate.
Higher CaCO3 content led to a denser structure and reduced water holding capacity.
A 0:2 CaCO3/NaHCO3 ratio resulted in the lowest hardness, and increased pH enhanced protein flexibility and gel elasticity.
Abstract
CaCO3 and NaHCO3, respectively serving as chemical leavening agents, can promote the expansion of protein or starch extrudates, thereby forming a porous structure. However, the characteristics of this porous structure under the combined regulation of CaCO3 and NaHCO3 remained unclear. The results indicated that increasing the proportion of NaHCO3 promoted the expansion of the extruded protein–starch gel network, with its expansion ratio significantly increasing from 2.29 to 3.17 (p < 0.05). This expansion resulted in larger pores, which corroborated the observed significant increase in water holding capacity (WHC). Conversely, an increase in the proportion of CaCO3 led to a denser porous structure accompanied by a reduction in WHC. Meanwhile, the extrudate with a CaCO3/NaHCO3 ratio of 0:2 exhibited the lowest hardness, measuring 8.87 N. As the proportion of NaHCO3 increased, the pH…
Genes, proteins, chemicals, diseases, species, mutations and cell lines named across the full text — each resolved to its canonical identifier and authoritative record.
Click any figure to enlarge with its caption.
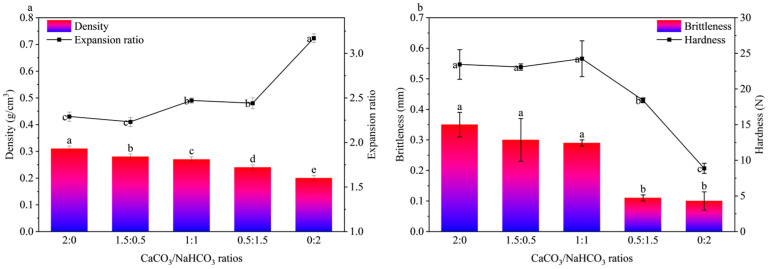 Figure 1
Figure 1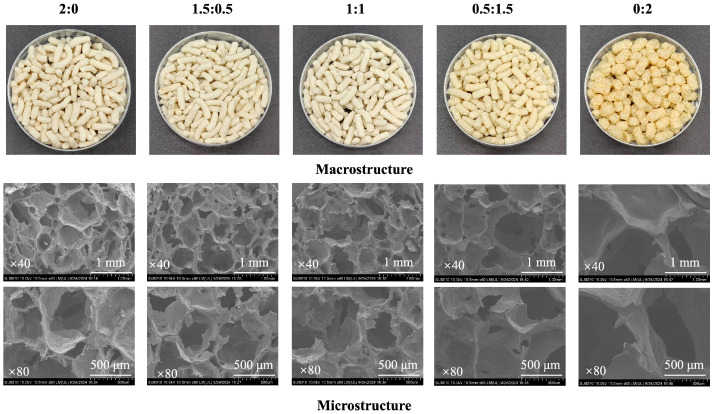 Figure 2
Figure 2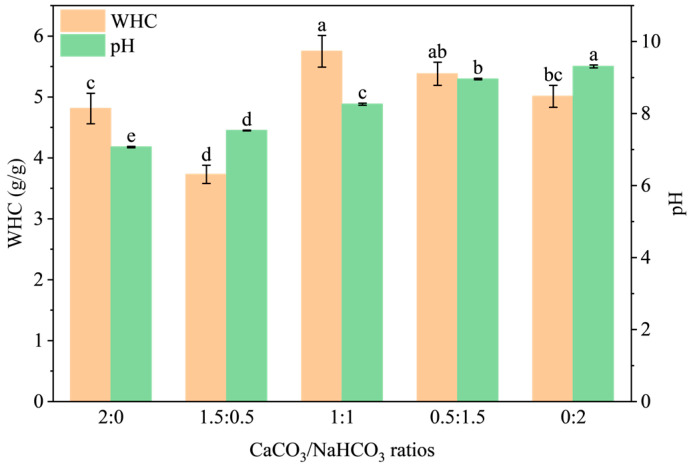 Figure 3
Figure 3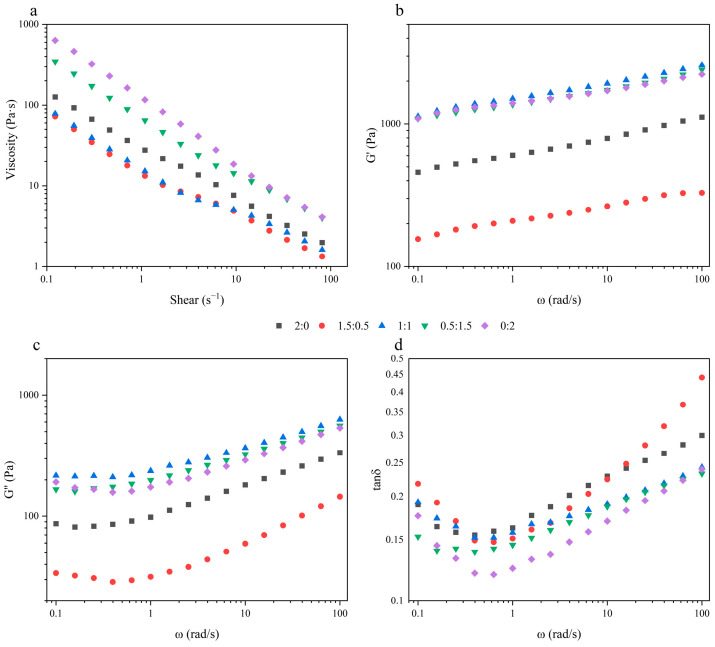 Figure 4
Figure 4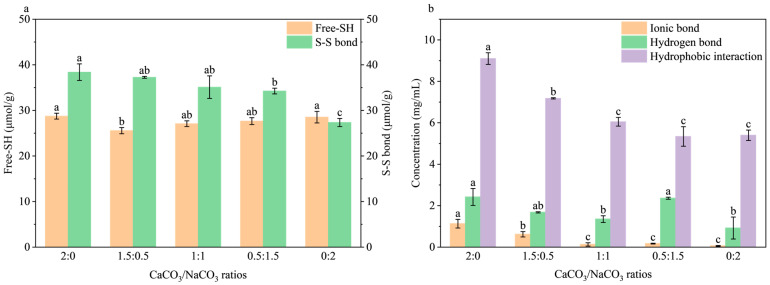 Figure 5
Figure 5- —National Key Research and Development Plan of China
- —Beijing Natural Science Foundation
- —Key Research and Development Plan of Xinjiang Uygur Autonomous Region
- —Agricultural Science and Technology Innovation Program by CAAS
Peer Reviews
No public reviews on file for this paper yet. If you reviewed it on a platform where reviews are public (OpenReview, ICLR, NeurIPS, ICML), you can paste yours below so the community can read it here.
Videos
No videos yet. Explain this paper in a talk, walkthrough, or lecture? Add one.
Taxonomy
TopicsProteins in Food Systems · Food composition and properties · Nanocomposite Films for Food Packaging
1. Introduction
With the continuous growth of the global population, the demand for dietary protein is steadily increasing, which is expected to lead to a shortage of protein resources. The utilization of alternative proteins (e.g., from plants, microorganisms, insects, or food processing by-products) can significantly alleviate this challenge [1]. As the most abundantly available category, plant proteins can be extracted from protein-rich crops including cereals, legumes, and oilseeds [2]. Peanuts, as an oilseed crop, contain 24–36% protein. The peanut protein derived as a by-product of oil extraction exhibits a high digestibility coefficient (up to 90%), is free from or low in flatulence factors and anti-nutritional factors, and possesses high nutritional value [3]. However, peanut protein is often considered a by-product of peanut oil processing and rarely used. The application of peanut protein in puffed foods is beneficial for enhancing the utilization rate of peanut by-products [4]. Conventional puffed snacks typically have a high starch content. Their high digestibility results in a high glycemic index (GI), which is detrimental to the dietary health of individuals with obesity or diabetes. Currently, incorporating protein into these snacks presents an effective strategy to mitigate their high GI and enhance their nutritional profile by increasing protein content. One study revealed that explosion puffing of a mixture containing surimi and glutinous rice starch at a 1:4 ratio significantly enhanced the starch’s digestibility resistance, leading to a 17% increase in its resistant starch content [5].
Extrusion technology is an efficient physical processing method that integrates multiple unit operations including mixing, shearing, heating, and shaping. This technique offers advantages such as high energy utilization, strong raw material adaptability, and low pollutant emissions, making it widely used in puffed snack production [6]. Starch and protein are the two most important polymers in extruded puffed foods. During extrusion, starch undergoes gelatinization to form a viscous melt. It effectively retains water vapor bubbles, thereby enhancing the expansion puffing of the product. Meanwhile, the protein is subjected to thermal and shear forces within the barrel. This leads to the cleavage of disulfide bonds and protein denaturation. This is followed by the formation of new chemical interactions, such as ionic bonds, hydrogen bonds, and hydrophobic interactions, which facilitate the aggregation and cross-linking of protein molecules [7]. However, during the extrusion process, a higher protein content leads to more extensive filling by starch, resulting in a denser protein–starch gel network. This, in turn, produces pore structures with a hard texture after extrusion, which are unfavorable for chewing and rehydration [8].
Chemical leavening agents such as NaHCO_3_ and CaCO_3_ decompose upon heating to release CO_2_ gas that, combined with steam, provides an expansion force. This expansive force is responsible for the development of a highly porous structure in the extrudate, resulting from enhanced puffing and increased porosity. Zhang et al. [9] investigated the effect of NaHCO_3_ level on extrusion puffing. It was found that the expansion ratio of the extrudate first increased and then decreased with higher NaHCO_3_ content. The initial increase was attributed to enhanced gas bubble formation within the melt, leading to larger pores. In contrast, the subsequent decrease resulted from the structural collapse and coalescence of pores. In another study, the addition of NaHCO_3_ to noodles by extrusion resulted in a uniform porous structure, formed by the CO_2_ released from its thermal decomposition. The porosity increased from 4.16 to a maximum of 19.78, which consequently enhanced the water absorption capacity of the noodles [10]. Furthermore, CaCO_3_ can act as a nucleating agent, causing steam to form bubbles around its fine particles. This mechanism results in a more uniform distribution of pores within the extrudate, which subsequently influences its textural properties and rehydration capacity [11]. Janve and Hal [12] observed that incorporating calcium carbonate (CaCO_3_) into rice flour during extrusion promoted the formation of a uniformly porous structure in the extrudate. This microstructural change consequently led to significant decreases in product density, expansion ratio, and hardness.
While numerous studies have investigated the individual effects of adding either NaHCO_3_ or CaCO_3_ on the pore structure and quality characteristics of starch-based extrudates, research on the combined effects of NaHCO_3_ and CaCO_3_ on extrudates is limited. This study investigated the differences in the porous structure and quality characteristics of peanut protein–starch extrudates produced with varying blending ratios of NaHCO_3_ and CaCO_3_. Changes in protein secondary structure, rheological properties, and protein–starch interactions were also examined. Furthermore, this study elucidated the formation mechanism of the gel network structure under different NaHCO_3_/CaCO_3_ ratios, thereby explaining the reasons for the differences in the pore structure and quality characteristics of the extrudates.
2. Results and Discussion
2.1. Color and Textural Properties Analysis
The color changes in extrudates under different CaCO_3_/NaHCO_3_ ratios are shown in Table 1. The high temperature and high shear forces during the extrusion process caused the degradation of the starch structure. The resulting product could undergo a Maillard reaction with the protein structure, ultimately leading to a change in color [13]. With an increasing proportion of NaHCO_3_, the a and b value increased significantly, indicating a more yellow coloration, which was accompanied by an increase in ΔE. This trend is likely due to the alkaline environment induced by NaHCO_3_, wherein flavonoid compounds present in peanut protein impart a progressively stronger yellow hue to the extrudates under weakly basic conditions [14]. Furthermore, when the proportion of NaHCO_3_ exceeded that of CaCO_3_, a significant increase in the expansion ratio of the protein extrudates was observed, accompanied by a concurrent decrease in density (Figure 1a). Specifically, the expansion ratio increased from 2.29 ± 0.05 to 3.17 ± 0.05, while the density decreased from a maximum of 0.31 ± 0.01 g/cm^3^ to 0.20 ± 0.01 g/cm^3^. This indicated that a higher NaHCO_3_ ratio promotes the puffing of extrudates, which is likely attributable to its thermal decomposition during extrusion, releasing carbon dioxide gas that provides the expansion force. Simultaneously, Figure 1b indicated that the hardness of the extrudates significantly decreased from 23.44 ± 2.08 N to 8.87 ± 0.71 N with an increasing NaHCO_3_ ratio, while the fracture distance markedly reduced from 0.35 ± 0.04 mm to 0.10 ± 0.03 mm (p < 0.05). These textural changes corroborate that the enhanced expansion degree facilitates a reduction in hardness and an improvement in crispiness. This finding was consistent with the results reported by Huang et al. [15].
2.2. Macro- and Microstructure Analysis
As illustrated in the macroscopic structure images (Figure 2), an increased NaHCO_3_ ratio promoted a gradual enlargement in the radial expansion of the extrudates. At a CaCO_3_ to NaHCO_3_ ratio of 0:2, surface shrinkage was observed. This phenomenon was likely attributable to the high NaHCO_3_ proportion, which led to an excessive accumulation of CO_2_ gas during expansion [16]. This gas acted synergistically with vaporized water, increasing the escape velocity of the expanding gases from the extrudates. Consequently, severe internal collapse occurred, adversely affecting the surface smoothness of the extrudates. Furthermore, a higher NaHCO_3_ ratio resulted in a noticeable enlargement of the porous structure, as evidenced by the SEM images (Figure 2). Conversely, a higher CaCO_3_ proportion yielded a dense and uniformly distributed porous structure. As the CaCO_3_ ratio decreased, a loose pore morphology became dominant, accompanied by an increase in pore size. Therefore, NaHCO_3_ played a crucial role in the puffing of extrudates, whereas CaCO_3_ appeared to inhibit expansion and suppress the increase in pore size.
2.3. WHC and pH Value Changes
It is indicated in Figure 3 that the WHC of the extrudates generally increased with a higher NaHCO_3_ ratio, reaching a maximum of 5.75 ± 0.26 g/g at a CaCO_3_ to NaHCO_3_ ratio of 1:1. Concurrently, the pH value exhibited a gradual increase from 7.07 ± 0.02 to a maximum of 9.31 ± 0.04. It was proposed that the WHC of extrudates was enhanced by the moderate addition of CaCO_3_ and NaHCO_3_ (1:1), thereby improving their rehydration properties. This was likely due to the distinct yet complementary roles played by these two chemical agents during extrusion: (1) NaHCO_3_ increased the pH of the protein–starch system. The alkaline conditions induced protein denaturation, exposing more binding sites for starch and facilitating the formation of a gel network that effectively trapped water molecules. (2) CaCO_3_ promoted the formation of a denser porous structure within the extrudates. This structure created capillary action, which helped to immobilize water molecules, leading to increased WHC and improved rehydration [17].
2.4. Rheological Properties
The K and n values presented in Table 2 were obtained by fitting the power-law model to the steady shear data of the extrudates, representing their flow characteristics. When the CaCO_3_/NaHCO_3_ ratio was 0:2, the apparent viscosity was higher than all other groups, with the largest K value of 117.38 ± 1.72 Pa·s and the smallest n value of 0.22 ± 0.002. This indicates that a higher proportion of NaHCO_3_ increased the viscosity of the extrudate, likely due to enhanced protein interactions under weakly alkaline conditions, which reduced its fluidity. In contrast, for ratios of 1.5:0.5 and 1:1, the K and n values reached their lowest and highest levels, respectively, suggesting improved flow behavior of the extrudate. As shown in Figure 4a, the viscosity of all extrudates decreased with increasing shear rate, exhibiting typical shear-thinning behavior characteristic of pseudoplastic non-Newtonian fluids [18].
Furthermore, the storage modulus (G′) and loss modulus (G″) of the extrudates were used to indirectly evaluate their viscoelastic properties (Figure 4b,c), providing insight into the interactions between proteins and starch in the extrudates. Under the influence of CaCO_3_/NaHCO_3_, both G′ and G″ of the extrudates increased, with G′ exceeding G″, indicating that elasticity predominates in the gel system. At a CaCO_3_/NaHCO_3_ ratio of 1:1, both G′ and G″ reached their maximum values, indicating an increase in the modulus of the extrudate system. The loss factor (tan δ) values were all below 1, suggesting a solid-like behavior of the system [19]. Notably, tan δ decreased initially and then increased with angular frequency (ω) (Figure 4d), which may be attributed to the predominance of elastic behavior at low frequencies and viscous behavior at high frequencies.
2.5. Secondary Structure of Protein via FTIR
The amide I region (1700–1600 cm^−1^) in Fourier transform infrared spectroscopy provides information on the secondary structure of protein in extrudates and can be used to investigate structural changes in protein [20]. The α-helix and β-sheet are generally regarded as rigid secondary structures in protein conformation. As shown in Table 3, with increasing NaHCO_3_ addition, the relative content of β-sheet in the extrudate protein secondary structure decreased from 40.57 ± 1.63% to 36.49 ± 0.19%, while the α-helix content increased from 20.54 ± 0.41% to 22.77 ± 0.34%. This shift may be attributed to the alkaline pH shift induced by higher NaHCO_3_ levels, which could promote the partial conversion of α-helix to β-sheet. When the pH moves away from the isoelectric point toward the alkaline range, enhanced electrostatic repulsion may disrupt intermolecular and intramolecular protein interactions, leading to a more flexible protein conformation [21]. Previous studies have reported a decrease in the proportion of rigid β-sheet structures under alkaline pH conditions, which is consistent with the findings of this work [17]. And then, the random coil and β-turn of the secondary structure of proteins in the extruded products were regarded as the disordered structure of the protein structure. The sum of these two increased as the CaCO_3_/NaHCO_3_ decreased, indicating that the protein structure became disordered. This might be attributed to the gradual increase in pH caused by the increasing sodium bicarbonate, which led to the denaturation of the protein structure.
2.6. Changes in Chemical Bonds and Interaction Forces
Alterations in free sulfhydryl groups and disulfide bonds can serve as indicators of structural changes in protein. The changes in their respective concentrations can be used to determine whether protein denaturation has occurred. As illustrated in Figure 5a, a gradual increase in the proportion of NaHCO_3_ resulted in no significant change in free sulfhydryl content, whereas the disulfide bond content decreased significantly from 38.28 ± 1.82 μmol/g to 27.34 ± 0.90 μmol/g. It suggested that the combined effect of NaHCO_3_ and extrusion treatment led to the cleavage of disulfide bonds that stabilize the polypeptide chains, resulting in a certain degree of protein denaturation. When the CaCO_3_/NaHCO_3_ ratio was 0:2, the disulfide bond content reached its minimum, which may be attributed to the elevated pH causing substantial protein denaturation and subsequent depolymerization of the protein structure.
As shown in Figure 5b, the interactions between protein and starch in the extrudates are primarily non-covalent, mainly hydrogen bonding and hydrophobic interactions. With increasing NaHCO_3_ addition, the hydrogen bond strength decreased significantly from 2.42 ± 0.41 μmol/g to 0.92 ± 0.53 μmol/g, while hydrophobic interactions declined from 9.10 ± 0.28 μmol/g to 5.40 ± 0.25 μmol/g (p < 0.05). The reduction in hydrogen bonding may be attributed to the elevated pH induced by NaHCO_3_, which increased the surface charge of proteins and enhanced electrostatic repulsion, thereby hindering hydrogen bond formation with starch [22]. Additionally, the gelatinization of starch during extrusion disrupts its ordered structure, leading to an abnormal distribution of hydroxyl groups and a consequent decrease in available hydrogen bonding sites. Regarding the weakening of hydrophobic interactions, the spatial hindrance imposed by starch may reduce the exposure of hydrophobic residues in proteins, resulting in diminished hydrophobic interactions.
2.7. Discussion on the Mechanism of Regulating Pore Structure and Quality Characteristics in Protein–Starch Gel Networks Under the Influence of CaCO3/NaHCO3 Ratio
During the extrusion process, protein and starch undergo changes in their molecular structures. Starch acted as a filler, enhancing the continuity of the protein gel network and forming a composite protein–starch gel network structure. Under the regulation of CaCO_3_ and NaHCO_3_, the protein–starch gel network exhibited distinct structural characteristics. Firstly, NaHCO_3_ served as a source of carbon dioxide expansion within the gel network. It generated gas during extrusion, which created large pores in the gel structure after extrusion. This increased the crispness of the extrudates, reduced their hardness, and enhanced their rehydration capacity. In contrast, CaCO_3_ primarily provided calcium ion nucleation sites. These calcium ions formed bridges with specific amino acid residues in the proteins, such as glutamate and aspartate, thereby increasing the rigidity of the protein–starch gel network. This reinforcement helped prevent pore collapse during gas escape and promoted the formation of a dense pore structure. Furthermore, as the proportion of NaHCO_3_ increased, the pH shifted toward alkalinity. This increase in pH enhanced the flexibility of the protein structures, facilitating the formation of an elastic gel network. In summary, both CaCO_3_ and NaHCO_3_ played significant regulatory roles in shaping the pore structure of the protein–starch gel network formed during extrusion. This provided a new perspective for studying the relationship between the protein–starch gel network and the quality characteristics of extruded products.
3. Conclusions
Our study revealed the distinct regulatory effects of CaCO_3_ and NaHCO_3_ on the protein–starch gel network formed during extrusion. Specifically, an increased proportion of NaHCO_3_ promoted network expansion, resulting in larger pores, which corresponded to a decrease in extrudate hardness and an increase in water holding capacity (WHC). In contrast, CaCO_3_ acted primarily as a nucleating agent that increased gel rigidity, leading to denser pores, higher extrudate hardness, and poorer rehydration capacity. The gel network was found to be stabilized primarily by non-covalent interactions (e.g., hydrogen bonds and hydrophobic interactions). Overall, this work elucidates how the combined regulation by CaCO_3_ and NaHCO_3_ drives differences in the formation of protein–starch gel networks, suggesting new avenues for their functional applications.
4. Materials and Methods
4.1. Materials
With a proximate composition of 55.58 ± 0.79% protein, 5.81 ± 0.49% fat, 4.85 ± 0.06% ash, and 5.61 ± 0.05% moisture, the peanut protein powder used in this study was supplied by Qingdao Longevity Food Co., Ltd. in Qingdao, China. The pea starch used had a purity exceeding 90% and an amylose content of 31.10 ± 1.21%. It was sourced from Chuanfeng Food Co., Ltd. in Jinan, China. NaHCO_3_ and CaCO_3_ were supplied by Yingjietang Food Co., Ltd. (Nanjing, China). Other chemicals were purchased from Solarbio Technology Co., Ltd. (Beijing, China).
4.2. Extrusion Experiment and Sample Preparation
As described previously, the extrusion parameters were adopted directly from our earlier work [23]. The extrusion was performed using a twin-screw extruder (FMHE36-24, FUMACH, Changsha, China) featuring a 36 mm screw diameter and a length-to-diameter (L/D) ratio of 24. The extrusion process was defined by the following operational parameters: a five-zone heating profile (60, 110, 130, 150, and 180 °C), a feed rate of 26 kg/h, a screw speed of 280 rpm, and a moisture content of 26% (dry basis). CaCO_3_ and NaHCO_3_ were added to the mixture of peanut protein powder (83%) and pea starch (15%) at a total concentration of 2% (w/w). Following a 12 h equilibration period, the mixtures, which contained CaCO_3_ and NaHCO_3_ in ratios of 2:0, 1.5:0.5, 1:1, 0.5:1.5, and 0:2, were processed. The extrudates were named as 2:0, 1.5:0.5, 1:1, 0.5:1.5, and 0:2. For subsequent analyses, the extrudates were first freeze-dried under vacuum (−40 °C, 12 h). The resulting dried product was then ground and sieved (80-mesh) to obtain a uniform powder.
4.3. Color
The color of the dried extrudates was measured using a spectrophotometer (CS-600, CHN Spec, Hangzhou, China). After being ground into a powder and passed through an 80-mesh sieve, the samples were analyzed for lightness (L), redness (a), and yellowness (b). The instrument was calibrated using a standard white plate with L*, a*, and b* values of 89.73, −0.78, and 1.88, respectively. The total color difference (ΔE) was calculated as follows:
4.4. Expansion Ratio and Density
The expansion ratio (E_r_) was determined from the measured extrudate diameter (d1, using a Shenhan Vernier caliper (Shenhan Measuring Tool Co., Ltd., Shanghai, China) and the die diameter (d2 = 1.5 mm), according to:
A DE-300VP density analyzer (Dahong Meituo Measuring Instrument Co., Ltd., Beijing, China) was employed to determine the density of the extrudates.
4.5. Textural Properties
The textural properties of extrudates were analyzed using a TA.XT2 Texture Analyzer (Stable Micro Systems, Godalming, UK), following a published method with minor modifications [24]. Samples were cut into 1 cm segments and tested with a P36R cylindrical probe (Φ36 mm). Hardness was defined as the peak force (N) required to compress the sample. Brittleness was characterized by the downward displacement (mm) of the probe at the point of fracture, where a smaller value indicates greater brittleness and improved palatability. The test conditions were set as follows: pre-test, test, and post-test speeds of 2 mm/s, a trigger force of 0.15 N, and a compression level of 75%.
4.6. Macro- and Microstructure Observation
The surface of macrostructure of the dried extrudates were evaluated with a camera (D90, Nikon Corp., Tokyo, Japan). Prior to microstructural analysis, the extrudates were sectioned into cylinders approximately 2 mm in height. A gold layer with a thickness of 10 mm was deposited onto the dried samples by sputter coating to provide adequate electrical conductivity. The microstructural images were obtained using a scanning electron microscope (SU8010, Hitachi, Tokyo, Japan) operated at an accelerating voltage of 10 kV, with the following parameters: LM(UL) detector, a working distance of 10.5 mm, and a scan rate of Capture CSS (40).
4.7. Water Holding Capacity (WHC)
The water holding capacity (WHC) was determined as follows. Approximately 0.2 g (W_1_) of the extrudate was mixed with 5 mL of deionized water at room temperature using a vortex mixer. (The extrudate was almost insoluble in water and directly formed a precipitate.) The mixture was then stored at 4 °C for 12 h, followed by centrifugation at 5000 r/min for 15 min. After discarding the supernatant, the precipitate was weighed (W_2_). The WHC (W_3_) was calculated using the following formula:
4.8. pH Value
The pH value of the extrudates was determined by homogenizing 2 g of sample with 20 mL of distilled water in a beaker, followed by measurement using a pH meter (Model FE20, Shanghai Mettler Instruments Co., Ltd., Shanghai, China).
4.9. Rheological Properties
The rheological properties were evaluated following Chen et al. [25] with modifications. The extrudates were ground and mixed with distilled water to form a 26% (w/w) suspension. After sealing and equilibrating at 4 °C, the sample was analyzed using a parallel-plate geometry (40 mm diameter, 1 mm gap). Steady-state flow tests were performed by scanning shear rates from 0.01 to 100 s^−1^ at 25 °C. Rheological behavior was modeled using the power law equation as follows:
where τ, K, γ, and n represent the shear stress (Pa), consistency coefficient, shear rate (s^−1^), and flow behavior index, respectively.
Frequency sweep tests (0.1–100 rad/s) were conducted at 25 °C within the linear viscoelastic region to assess the viscoelastic properties, as characterized by the storage modulus (G′), loss modulus (G″), and loss tangent (tan δ = G″/G′).
4.10. Secondary Structure of Protein via Fourier Transform Infrared Spectroscopy (FTIR)
The extrudate was ground into powder and then subjected to FTIR measurement, based on the method of Qadir et al. [26] with minor modifications. The secondary structures of protein and its corresponding extrudates were determined via FTIR using a TENSOR 27 spectrometer (Bruker, Bremen, Germany) equipped with an attenuated total reflectance (ATR) crystal. Spectra were acquired over a range of 4000–500 cm^−1^ at a resolution of 4 cm^−1^, with 64 scans accumulated per sample to ensure a high signal-to-noise ratio. To quantify the protein secondary structure, the amide I region (1600–1700 cm^−1^) was analyzed via Gaussian deconvolution and peak fitting using Peak Fit 4.12 software. Individual sub-peaks were assigned to specific structural components: β-sheet (1615–1637 cm^−1^ and 1682–1700 cm^−1^), α-helix (1646–1664 cm^−1^), β-turn (1664–1681 cm^−1^), and random coil (1637–1645 cm^−1^).
4.11. Free Sulfhydryl and Disulfide Bond Content
The content of free sulfhydryl (Free-SH) and disulfide bonds (S-S bonds) was determined according to the method of Jiang et al. [27] with modifications. The free sulfhydryl (SH) content was determined as follows: First, 50 mg of extrudate powder was homogenized in 10 mL of Tris-glycine buffer (0.086 mol/L Tris, 0.09 mol/L glycine, 4 mmol/L EDTA, 8 mol/L urea) with 30 min of magnetic stirring. Then, after centrifugation (5000 r/min, 10 min), 1 mL of supernatant was combined with 100 μL of 4 mg/mL Ellman’s reagent (DTNB) and incubated in the dark. Finally, absorbance was read at 412 nm. For total SH, 1 mL of the supernatant was mixed with 50 μL of β-mercaptoethanol and incubated at room temperature for 1 h. The mixture was then vortexed with 10 mL of 12% trichloroacetic acid (TCA) and centrifuged at 5000 r/min for 10 min. The resulting precipitate was resuspended in 10 mL of Tris-glycine buffer, followed by the addition of 100 μL of Ellman’s reagent for subsequent measurement. Subsequently, the absorbance at 412 nm was recorded. The concentrations of free and total sulfhydryl groups, denoted as Free-SH and Total-SH, were calculated according to the following formula:
where A412 represented the measured absorbance at 412 nm, while D and C were defined as the dilution factor and protein concentration (mg/mL), respectively. Based on these parameters, the disulfide bond (S-S) content was calculated using the formula:
4.12. Protein Molecular Interaction Forces
The protein molecular interactions were analyzed following Yan et al. [28] with modifications. Extrudates (1 g) were treated with 100 mL of four solutions designed to disrupt specific molecular interactions: 0.05 M NaCl (S_1_), 0.6 M NaCl (S_2_), 0.6 M NaCl + 1.5 M urea (S_3_), and 0.6 M NaCl + 8 M urea (S_4_). Following vortexing for 2 min and centrifugation at 5000 r/min for 10 min, the protein concentration in the supernatant was determined using the Biuret method. The differences in protein solubility between treatments were used to quantify ionic bonds (S_2_-S_1_), hydrogen bonds (S_3_-S_2_), and hydrophobic interactions (S_4_-S_3_).
4.13. Statistical Analysis
The extrudates were analyzed in triplicate. Data were expressed as mean value ± standard deviation and were processed using SPSS 26.0 (SPSS Inc., Chicago, IL, USA). Significant differences (p < 0.05) were assessed by Duncan’s test, and graphical representations were generated with Origin 2024 (Origin Labs, Northampton, MA, USA).
The reference list from the paper itself. Each links out to its DOI / PubMed record.
- 1Moura M. Martins B. de Oliveira G. Takahashi J. Alternative protein sources of plant, algal, fungal and insect origins for dietary diversification in search of nutrition and health Crit. Rev. Food Sci. Nutr.202363106911070810.1080/10408398.2022.208565735698908 · doi ↗ · pubmed ↗
- 2Tan M. Nawaz M. Buckow R. Functional and food application of plant proteins—A review Food Rev. Int.2023392428245610.1080/87559129.2021.1955918 · doi ↗
- 3Chu J. Zhou F. Wu Z. Ouyang W. Ma Z. Liang S. Liu Q. Atmospheric cold plasma treatment of peanut protein: Structural and functional modifications accompanied by microbial reduction J. Food Eng.202640611282510.1016/j.jfoodeng.2025.112825 · doi ↗
- 4Boukid F. Peanut protein—An underutilised by-product with great potential: A review Int. J. Food Sci. Technol.2022575585559110.1111/ijfs.15495 · doi ↗
- 5Wang D. Han W. Shi L. Guo X. Chen S. Chen L. Qiao Y. Wu W. Li J. Wang L. Effects of explosion puffing on surimi-starch blends: Structural characteristics, physicochemical properties, and digestibility LWT-Food Sci. Technol.202318311490210.1016/j.lwt.2023.114902 · doi ↗
- 6Lazou A. Food extrusion: An advanced process for innovation and novel product development Crit. Rev. Food Sci. Nutr.2024644532456010.1080/10408398.2022.214347436343331 · doi ↗ · pubmed ↗
- 7Song J. Tang Z. Zeng J. Hassan M.E. Cheng S. Yu F. Wang Y. Yu X. Wang P. Wang L. Aggregation mechanism of soybean protein isolate for the formation of plant protein-based meat analogs during high moisture extrusion Int. J. Biol. Macromol.202633714952410.1016/j.ijbiomac.2025.14952441354381 · doi ↗ · pubmed ↗
- 8Cho K. Rizvi S. 3D microstructure of supercritical fluid extrudates I: Melt rheology and microstructure formation Food Res. Int.20094259560210.1016/j.foodres.2008.12.014 · doi ↗