Hydrogen and biomass-based carbon source integration for iron and steel manufacturing: A systematic review of Life Cycle Assessment studies
Nethmi Sewwandi Kankanamge Dona, Ana Arias, Franco Donati, Stefano Cucurachi, Rene Kleijn, Patcharin Racho, Nethmi Kankanamge Dona, Manjunatha M, Nethmi Kankanamge Dona

TL;DR
This paper reviews how using hydrogen and biomass in steel production can reduce emissions and environmental impacts, offering a sustainable alternative to traditional methods.
Contribution
The study systematically reviews LCA applications for hydrogen and biomass integration in iron and steel manufacturing, highlighting environmental benefits and trade-offs.
Findings
Hydrogen integration can reduce CO2 emissions by up to 90%, approximately 150 kg CO2 per ton of steel.
Biomass integration can lead to negative emissions due to biogenic sources.
Environmental impacts like Global Warming Impact and Fossil Resource Scarcity vary significantly across technologies.
Abstract
Iron and steel manufacturing is a material-intensive, energy-intensive, and emission-intensive process that is focused on attaining carbon neutrality. An important step towards decarbonizing iron and steel manufacturing is quantifying the environmental impacts associated with its potentially sustainable emerging technologies. In this study, we conducted a systematic review of Life Cycle Assessment (LCA) applications that integrated hydrogen and/or biomass in iron and steel production. We categorized various technologies following an LCA approach, focusing on the definition of goal and scope and impact categories of Global Warming Impact (GWI), Terrestrial Acidification (TA), Fossil Resource Scarcity (FRS), Mineral Resource Scarcity (MRS), and Fine Particulate Matter Formation (FPMF). According to the findings, GWI of steel ranges from -845 kg CO 2 eq. to 2287 kg CO 2 eq. per ton of…
Genes, proteins, chemicals, diseases, species, mutations and cell lines named across the full text — each resolved to its canonical identifier and authoritative record.
Click any figure to enlarge with its caption.
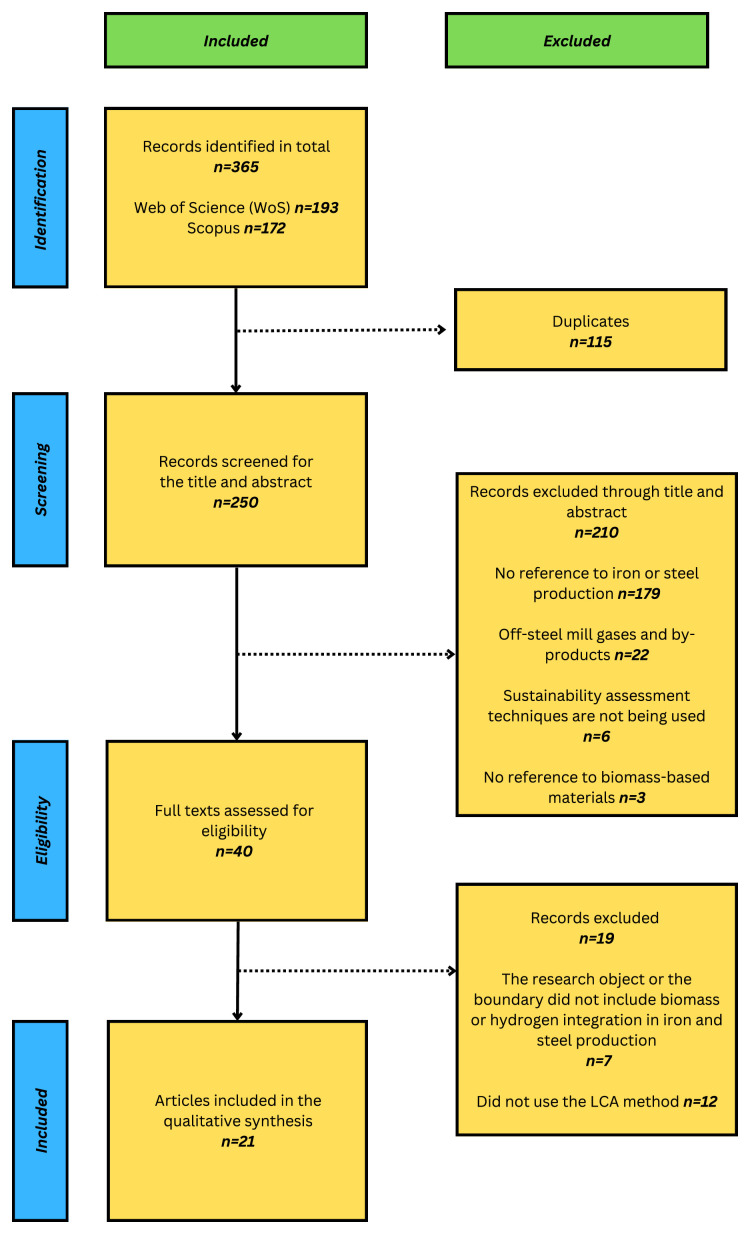 Figure 1
Figure 1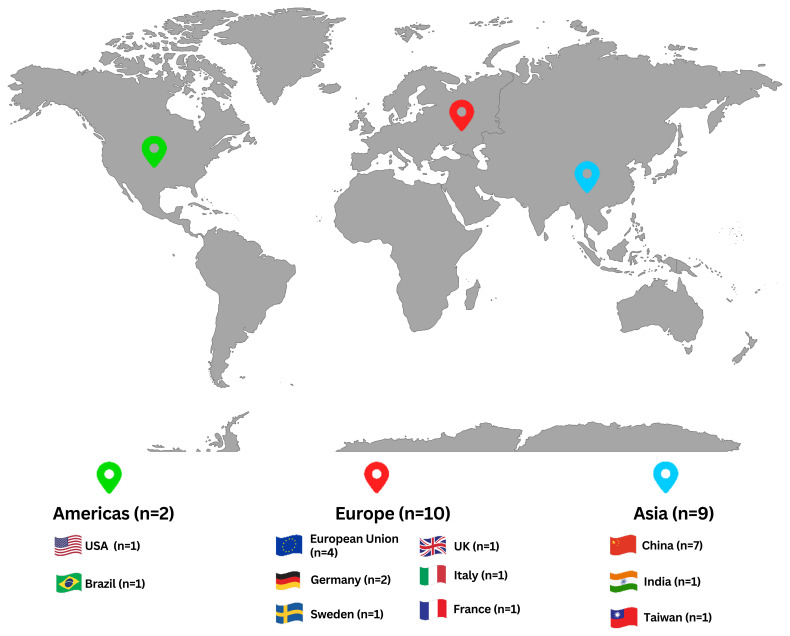 Figure 2
Figure 2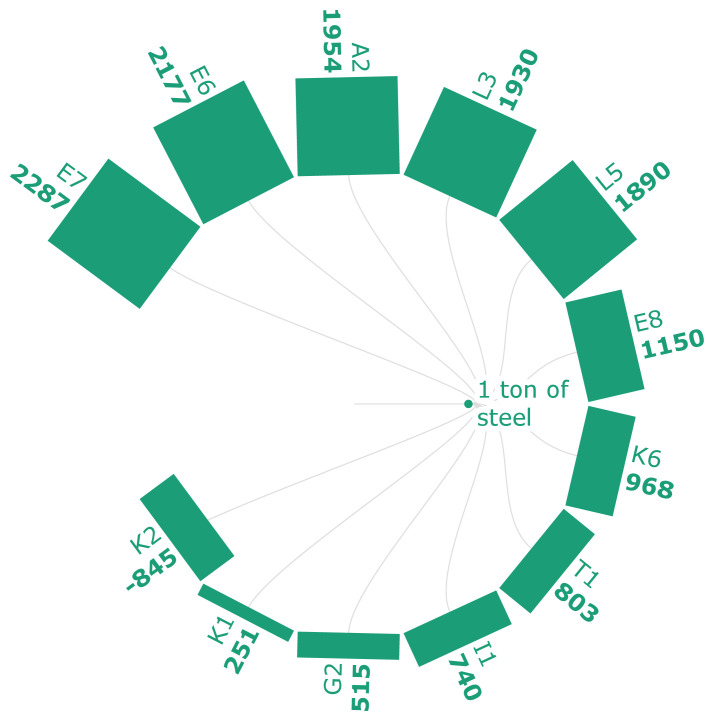 Figure 3a
Figure 3a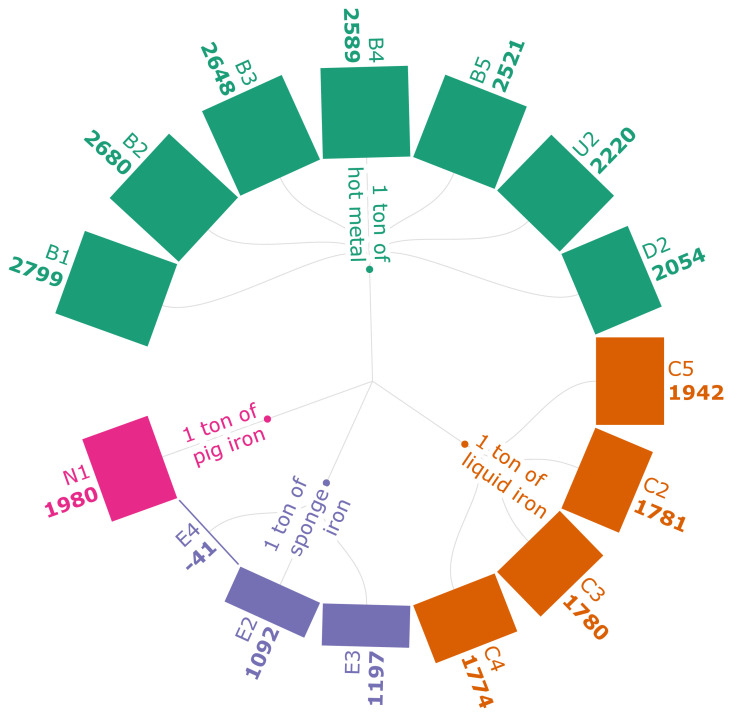 Figure 3b
Figure 3b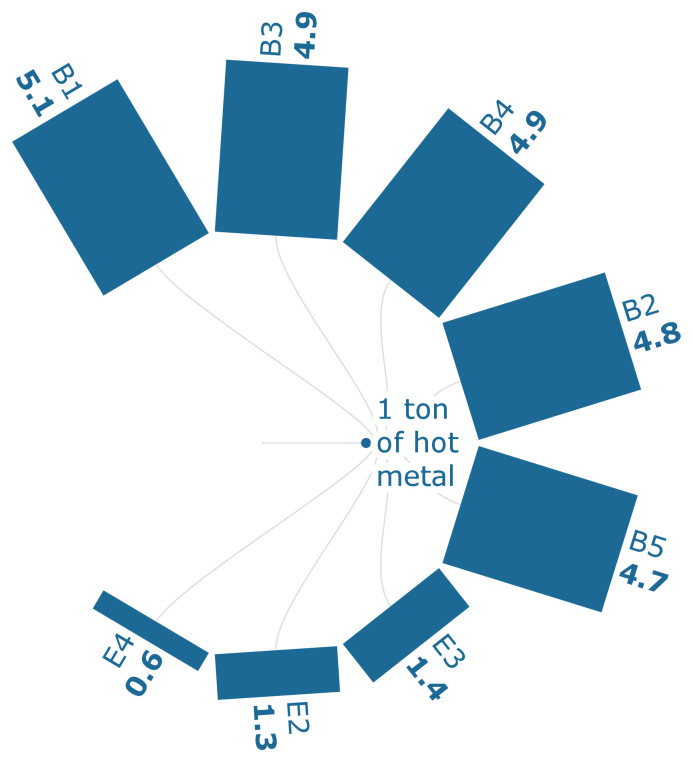 Figure 3c
Figure 3c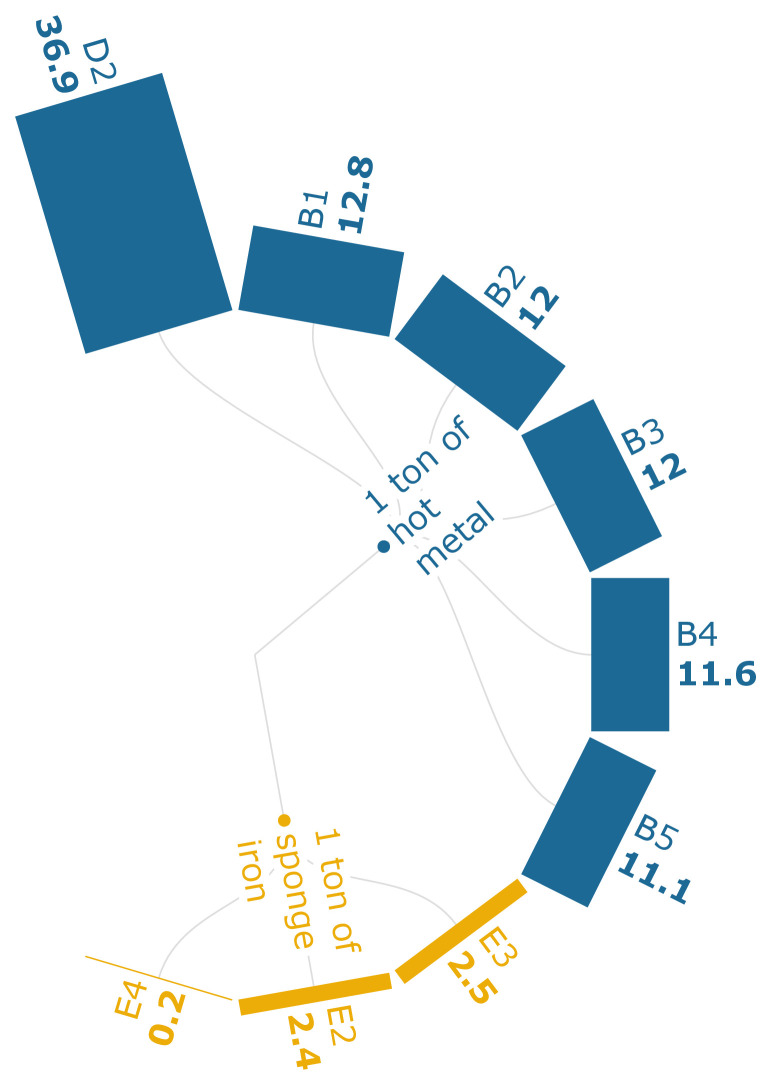 Figure 3d
Figure 3d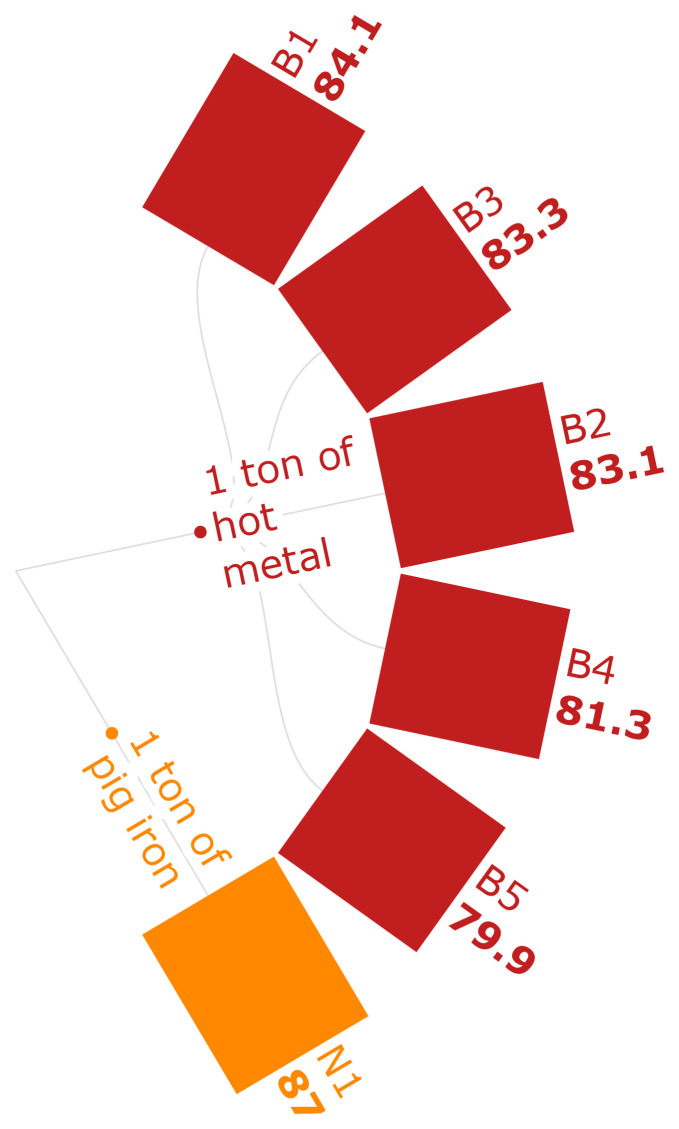 Figure 3e
Figure 3e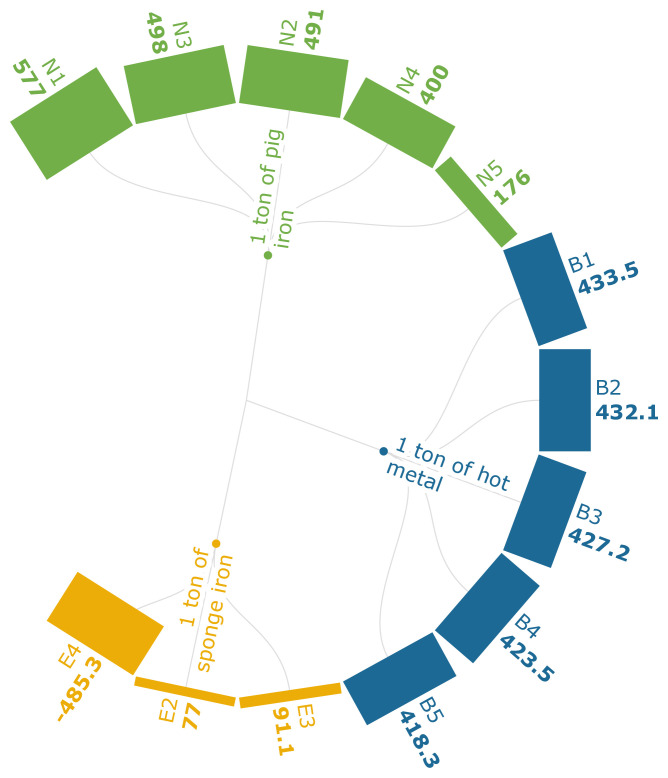 Figure 3f
Figure 3f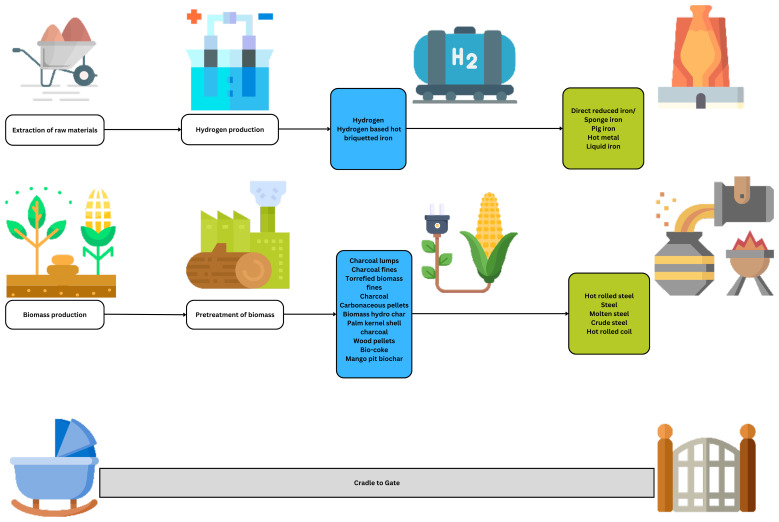 Figure 4
Figure 4| Term | Definition |
|---|---|
|
| It is carbonized wood that is primarily used as a reductant or fuel. Can exist in the form of lumps or fines (
|
|
| It is manufactured from biomass that is sustainably sourced and can be used in industrial processes such as carbon sequestration or as a fuel (
|
|
| They are a processed form of iron ore, specifically designed for direct use in Blast Furnace (BF) or in direct reduction plants (
|
|
| It is a material produced through Hydrothermal Carbonization (HTC) at temperatures between 180–250 °C (
|
|
| Torrefaction is a thermal treatment technique for biomass to thermally degrade organic materials in a temperature range of 200–300 °C (
|
|
| The output of the direct reduction process (
|
|
| It is a form of DRI that gets compacted at temperatures higher than 650° C and with a density that is higher than 5,000 kg/m
3 (
|
|
| The molten iron produced in the BF (
|
|
| Steel that is preheated to a high temperature (which is generally at 850–1200 °C) and is continuously rolled between two rotating cylinders (
|
|
| The solid state of steel after melting, which can either be processed or sold (
|
|
| The output from iron ore smelting with a carbon-intensive fuel such as coke (
|
|
| It is the immediate hot molten steel output from steel melting. It can be further cast into ingots (
|
|
| It refers to the boundaries within which the Life Cycle Assessment (LCA) is being carried out (
|
|
| It refers to all processes from the material extraction phase to the factory gate (
|
|
| It is a function that is being defined through technical requirements associated with the product system to be quantified as a quantity, quality, or duration (
|
|
| This measures the potential global warming from airborne greenhouse gases (GHG), and it is measured using the unit kg CO
2 eq (
|
|
| This refers to the release of fine particulates at ground level, adversely affecting human health (
|
|
| It measures the chemical property changes in soil with nutrient deposits such as nitrogen and sulfur in the form of acids (
|
|
| This measure computes the inability of the resources that are of a mineral base to meet the demands of its environment (
|
|
| It computes the extent of the availability of fossil fuel-based resources (
|
| Publication | Scenarios assessed | Scenario code |
|---|---|---|
| (
| Charcoal replacing 20% coke and 100% anthracite in the Blast Furnace (BF) | A2 |
| (
| Sinter+ carbonaceous pellets in the BF (1275 kg) | B1 |
| Sinter+ carbonaceous pellets in the BF (1147 kg+130.6 kg) | B2 | |
| Sinter+ carbonaceous pellets in the BF (1147 kg+123.6 kg) | B3 | |
| Sinter+ carbonaceous pellets in the BF (1007 kg+247.2 kg) | B4 | |
| Sinter+ carbonaceous pellets in the BF (892.6 kg+370.8 kg) | B5 | |
| (
| 20% charcoal lumps that will be loaded at the top of the furnace | C2 |
| 20% charcoal fines (Injected through the tuyeres) | C3 | |
| 20% torrefied biomass fines | C4 | |
| 50% charcoal at sintering | C5 | |
| (
| The addition of biomass hydro char during the BF injection process | D2 |
| (
| Feed end coal and discharge end Palm Kernel Shell Charcoal (PKSC) in the rotary kiln | E2 |
| Feed end PKSC and discharge end coal in the rotary kiln | E3 | |
| Feed end and discharge end PKSC in the rotary kiln | E4 | |
| Scenario E2 is integrated with steel production | E6 | |
| Scenario E3 is integrated with steel production | E7 | |
| Scenario E4 is integrated with steel production | E8 | |
|
| Hydro char-based Electric Arc Furnace (EAF) steel | G2 |
| (
| Hydrogen-based Direct Reduced Iron (DRI) EAF (projected scenario) | I1 |
| (
| Bio syngas-DRI-EAF technology | K1 |
| Bio syngas-DRI-EAF technology + Carbon Capture and Storage (CCS) scenario | K2 | |
| Hydrogen-based DRI-EAF | K6 | |
| (
| Hydrogen in the BF | L3 |
| Hydrogen-based Hot Briquetted Iron (HBI) in the BF | L5 | |
| (
| Coke in the BF | N1 |
| Partial use of top gas and slag in the BF | N2 | |
| A blend of carbon and iron input in the BF | N3 | |
| Scenario N1 + Scenario N2 | N4 | |
| Prospective scenario with an increased use of co-products and a blend of inputs | N5 | |
| (
| Supercritical Water Gasification (SCWG) combined with Hydrogen-enriched shaft direct reduction (HSE) EAF steel | T1 |
| (
| Mango Pit Biochar (MPB) scenario | U2 |
- —Galician Government
- —Horizon Europe Framework Programme
Peer Reviews
No public reviews on file for this paper yet. If you reviewed it on a platform where reviews are public (OpenReview, ICLR, NeurIPS, ICML), you can paste yours below so the community can read it here.
Videos
No videos yet. Explain this paper in a talk, walkthrough, or lecture? Add one.
Taxonomy
TopicsExtraction and Separation Processes · Iron and Steelmaking Processes · Environmental Impact and Sustainability
Introduction
The manufacturing of iron and steel accounts for 8% of the global greenhouse gas (GHG) emissions ( Zhang et al., 2023). In 2020, every ton of steel that was manufactured emitted an approximate average of 1.89 tons of CO 2 into the atmosphere ( Mandova, 2019). In order to contribute towards the below 2 °C limit, the iron and steel industry is expected to retain its CO 2 budget at 50 gigatons from now till the year 2050 ( IPCC, 2022; Tian et al., 2018). Along with the economic progress, the cumulative demand for iron and steel is expected to rise since the Iron and Steel Industry (ISI) will represent the backbone of the green economy as renewable infrastructure and clean transportation are all dependent on iron and steel products ( Petrescu et al., 2019; Xi et al., 2021). Thus, as a sector with identified hard-to-abate emissions and a rising demand, several novel steel and iron-making technologies are being researched extensively to accelerate the decarbonization of the sector ( Bataille et al., 2018). These technological innovations must be readily coupled with relevant sustainability assessment techniques to quantify the contribution of such to the decarbonization endeavors of the ISI ( Durga et al., 2024; Schinkel et al., 2022).
The iron and steel production is an intricate process that varies regionally due to differences in raw material availability, energy supply, and production schemes ( Sekiguchi, 2019; Xylia et al., 2018). This absence of a one-size-fits-all decarbonization solution has resulted in different regions launching tailored low-carbon emission projects that suit their Best Available Technologies (BATs) ( Chan et al., 2019). For example, the Ultra Low CO 2 Steelmaking (ULCOS) project assessed the four most promising technologies for the European region, which analyzed the use of recycled top gas, coke-free iron and steel, fast melting direct reduction, and electrolysis in the ISI ( Bataille et al., 2018). Similarly, the Japanese project Cool Earth 50 (COURSE50) is targeted at reducing emissions by using hydrogen as a reducing agent ( Zhao & Dong, 2018). Several other projects, such as POSCO in South Korea, COREX and HIsmelt in China, are also focused on materializing the iron and steel decarbonization targets in their respective countries ( Quader et al., 2015; Zhang et al., 2021a). Therefore, in-depth studies must be conducted to assess and compare the impact of regional heterogeneity on the sustainability of the ISI ( Xu & Lin, 2016).
Though regional and technological differences are present, it should be noted that ISI in many cases has already delivered most of the possible energy efficiency improvements through the system optimizations of mature technologies ( Zhang et al., 2021b). To further reduce the upstream and downstream emissions originating from ISI, several novel alternatives have been suggested by the International Energy Agency (IEA), such as Carbon Capture Utilization, and Sequestration (CCUS), hydrogen integration, direct electrification of the ISI, and the use of bioenergy ( Energy Agency International, 2020).
In particular, experts regard hydrogen as a promising carbon-substituting, alternative reducing agent that can partially or fully replace conventional coal and fossil fuels ( Egerer et al., 2024; Pitsch, 2024). Hydrogen can be found in abundance in fossil-based sources such as natural gas, and it can also be manufactured from renewable sources such as wind, solar, geothermal, or biomass energy ( Gielen et al., 2019; Islam et al., 2024). Hydrogen also has a high calorific value and a higher reaction rate, along with thermal conductivity, which enhances its potential as a reducing agent in iron and steel manufacturing ( Liu et al., 2021). In previous research, we can see the utilization of hydrogen in ISI in Blast Furnace (BF), Direct Reduced Iron (DRI), smelting reduction, and other ancillary procedures ( Ranzani Da Costa et al., 2013).
The decarbonization potential of hydrogen-based ISI also depends on the hydrogen-producing technology and the source of electricity used to produce hydrogen ( Neuwirth et al., 2022). Hydrogen-producing technologies such as Coke Oven Gas (COG) reforming, Steam Methane Reforming (SMR), and coal gasification, which are conventionally termed as emission-intensive, have shown promising improvements and will likely provide crucial support in decarbonization with renewable electricity plug-ins ( Li & Cheng, 2020; Muritala et al., 2020). Additionally, recent developments in technologies such as hydrogen production using water electrolysis, integrated with renewable energy, hydrogen production through biomass gasification, and hydrogen production using nuclear technology may further contribute to decarbonization efforts through their integration into iron and steel manufacturing ( Boretti, 2020; Doranehgard et al., 2017). Thus, it can be identified that utilizing green hydrogen produced using renewable sources can contribute significantly towards decarbonizing the ISI by fully decarbonizing the source of electricity used for hydrogen generation ( Watari & McLellan, 2024).
On the other hand, biomass can also be recognized as a promising decarbonizing agent due to its abundance, variety, and biogenic nature in emissions ( Wang & Wu, 2023b). Developments in biochemical refineries, which include fossil fuel substitutes such as hydrogen and bio-methane, can be identified as significant contributors to the establishment of the bioeconomy in Europe ( Song et al., 2021). Though several pretreatment techniques, such as thermal upgrading, are required for the further processing of biomass, they can still be enhanced to produce materials that can be used in metallurgical applications ( Khasraw et al., 2024; Wei et al., 2024). Biomass-based materials can be used as reducing agents, charging materials, or injections into the ISI ( Nwachukwu et al., 2021). Specifically, the partial or full replacement of fossil-based inputs with renewable biomass-based products appears to exhibit economic and technical feasibility in the decarbonization of the iron and steel sector ( Nwachukwu et al., 2022).
The possibilities of alternative biomass-based carbon sources, such as rubber and palm shells, and forest waste, charcoal, or coffee residues, being integrated into ISI have been researched intensively ( Farhana Diyana Mohd Yunos et al., 2015; Jahanshahi et al., 2015; Mousa et al., 2016). Previous studies have also indicated that biomass integration in European iron and steelmaking should be seriously considered as long as it can be sustainably sourced in between regions ( Swennenhuis et al., 2022).
All these technologies and solutions must be assessed to quantify their environmental impacts. Life Cycle Assessment (LCA) is the methodology that is used frequently for this purpose ( Finnveden et al., 2009). LCA is a framework that allows assessing the environmental impacts linked with product systems or processes, and it is standardized by the International Organization of Standardization (ISO) in ISO 14040 and ISO 14044 ( International Standard Organization, 1997). LCA ensures the quantification of the impacts on the environment from a life cycle point of view, from cradle to grave ( European Commission, 2010).
Several articles and review articles on hydrogen and/or biomass use in ISI can be found in the literature ( Bilby & Hewitt, 1962; Burchart-Korol, 2013; Su et al., 2022). These articles are fundamentally focused on exploring the metallurgical subject matter associated with integration.
We found a notable absence of a comprehensive systematic review that covers LCA studies of integrated hydrogen and/or biomass technologies in the literature. Therefore, our work's novelty lies in its provision of a platform for comparing integrated technologies based on key geographical features of their LCAs and using several impact assessment indicators.
Therefore, the goals of this study are threefold: 1) to analyze the use of LCA in the assessment of hydrogen and/or biomass-integrated iron and steel manufacturing, 2) to compare available scenarios and 3) to provide recommendations for future LCA studies on hydrogen and/or biomass integration in iron and steel.
Methods
This study analyzes the current research on the environmental impacts of using hydrogen and/or biomass in the ISI. Therefore, we review the relevant literature focusing on the following main research question: ** What is the current state of the art in applying LCA to assess the environmental impacts of hydrogen as a reducing agent and/or biomass as an alternative carbon source in iron and steel manufacturing? **
This main research question is addressed through the sub-research questions:
** *1. * ** ** How do studies compare from a regional perspective in their goal and scope definition? **
** *2. * ** ** How do the impact assessment results from the explored scenarios in the studies compare? **
** *3. * ** ** What are the characteristics and results of LCA studies that explore the technologies that use hydrogen in ISI? **
** *4. * ** ** What are the characteristics and results of LCA studies that explore the use of biomass in ISI? **
** *5. * ** ** What recommendations can we draw from them? **
To answer these research questions, we use the Preferred Reporting Items for Systematic Reviews and Meta-analyses (PRISMA) guidelines ( Moher et al., 2009). The PRISMA guidelines allow us to specify several criteria of the literature that fall within the scope of the review. Following the guidelines on the PRISMA protocol approach, this review assesses the LCA applications in hydrogen and/or biomass integration in iron and steel case studies. Thus, this review extracts information from the LCA studies following the ISO standard on LCA, i.e. the goal and scope definition, and life cycle impact assessment results, focusing especially on the downstream and upstream processes of ISI ( Finkbeiner et al., 2006).
Procedure of the review
First, we conducted the search using the Web of Science (WoS) and Scopus ( Mongeon & Paul-Hus, 2016). Both databases are well-known scientific citation indexes and provide access to multiple LCA-based journals ( Gaurav et al., 2021; Hou et al., 2015).
We collected articles from 2014 to 2024 using the following keywords: ** TS= ("LCA" OR "Life Cycle Assessment") AND ("Steel" OR "Iron") AND ("Hydrogen" OR "Biomass" OR "Biochar" OR "Charcoal") ** where TS refers to ‘Topic’ that is searched in the title, abstract, authors, and keywords. The search included only the peer-reviewed articles and excluded review articles, conference articles, and proceedings, and articles that were not written in English.
This initial search generated a total of 365 articles (193 WoS; 172 Scopus). After removing duplicates (115), we had 250 records, which were then taken further into the screening process. A flowchart of the process of screening based on PRISMA is shown in Figure 1.
The screening process based on the PRISMA framework.The PRISMA flowchart (LCA: Life Cycle Assessment).
The title and abstract screening resulted in the exclusion of 210 articles. These articles were excluded because they either did not refer to iron and steel production ** (n=179) **, discussed the off-steel mill gases and by-products ** (n=22) **, did not concern sustainability assessment studies ** (n=6) **, or did not refer to biomass ** (n=3) **.
Then, 40 articles were analyzed for eligibility, of which 19 were removed due to the following criteria: 1) The research object or the boundary did not involve biomass or hydrogen ** (n=7) **, and 2) did not use LCA ** (n=12) **. These 12 papers used techniques such as Techno-Economic Assessment (TEA), Material Flow Analysis (MFA), Hybrid Life Cycle Assessment (HLCA), Input-Output Analysis (IOA), and Social Life Cycle Assessment (SLCA). The HLCA publications were excluded as it is a combination of IOA and process-based LCA, and the SLCA studies were excluded as the impact categories were centered on social impact indicators that fall outside the scope of this review.
Finally, 21 literature articles were obtained for the qualitative and quantitative synthesis. The search was completed on the 4 ^th^ of December 2024.
Results
In this section, we first discuss the technological scope of the case studies using a glossary of terms to interpret the results presented in the literature. Then, we present an analysis of the differences in the choices of defining goal and scope in the literature depending on the region. Afterward, we compare the impact assessment results that were found in the analyzed literature.
The technological scope
The assessed case studies refer to novel and emerging technologies where hydrogen and/or biomass integration in ISI is discussed. The readers must be able to identify and differentiate between the varying forms of hydrogen and biomass that will be integrated as inputs into the ISI. Depending on the form of hydrogen and biomass, the impact assessment results can be vastly different from each other. Similarly, the iron and steel output can be different depending on its form and final composition, affecting the impact assessment results in varying degrees. Table 1 will provide an overview of the concepts that we will discuss in this article, along with their definitions, improving the readability of the article.
Regional differences in goal and scope definition
** Asia. ** As shown in Figure 2, the Asian case study distribution includes studies from China (7 case studies), Taiwan (1 case study), and India (1 case study). All Asian case studies have conducted cradle-to-gate assessments for ISI. The studies that focused on steel production have chosen the functional units of one ton of hot-rolled steel and one ton of crude steel for their LCAs.
The spatial distribution of the case studies.The geographical area of the case studies found in the literature.
Among the Chinese case studies, we observed the use of Hydrogen-enriched shaft direct reduction methodology (HSE process) in integrating hydrogen to produce Electric Arc Furnace (EAF) steel. The study was conducted for the data collected between 2015–2022, and it is expected to have an energy consumption of 9.08 GJ/t, resulting in a 53.75% energy saving compared to the BF-based steel. It is also expected to generate CO 2 emissions worth 1079.56 kg CO 2 eq./t, creating a 47.45% emission reduction in comparison to the BF based steel making ( Li et al., 2022a). Additionally, the importance of the renewability of the hydrogen manufacturing source is being highlighted through the HSE process’s integration with renewable electricity-based water electrolysis hydrogen to generate low carbon emissions. The electrolysis-based hydrogen steel has 120.92 kg of CO 2 emissions less compared to the coal gasification-based hydrogen EAF steel (HESE process) ( Li et al., 2022b). Also, the use of Supercritical Water Gasification (SCWG) with HSE, is expected to reduce emissions by 28 % compared to the steel manufactured through coal gasification-based hydrogen. SCWG is a technique that involves gasifying wet biomass to generate hydrogen as a combustible gas ( Shahabuddin et al., 2020). Similarly, it is expected to be 30 % less emission-intensive compared to the natural gas (NG) based hydrogen EAF steel process ( Huang et al., 2024). Along with the source of hydrogen production, the combined hydrogen supply chain modeling (HSC) indicates that the hydrogen-based route can result in a GHG decline of 10% compared to the fossil-based steel manufacturing route ( Ren et al., 2023).
The case studies that quantify the environmental impacts associated with iron production use functional units such as one ton of hot metal (HM) and one ton of sponge iron (SI). The identified case study in the literature discusses the use of carbonaceous pellets produced from waste wood in hot metal production. In this particular case study, the use of biomass-based pellets to reduce the use of fossil resources in the manufacturing of sinter and iron ore generates emission reductions worth 278 kg CO 2 eq./t of iron. This emission reduction is for a 30% replacement ratio of sintered ore using biomass-based pellets ( Lu et al., 2024).
The emission mitigation potential in the use of Palm Kernel Shell Charcoal (PKSC) in the SI production process using the rotary kiln is being discussed in the Indian case study. The use of PKSC assists in attaining negative GHG emissions worth −41 kg CO 2 eq/t of iron. However, the impact on land and water usage, and food security should be assessed in a case where PKSC will be harvested from palm tree cultivations, to minimize the burden-shifting ( Vigneswaran et al., 2024). The case study that explores the use of Mango Pit Biochar (MPB) showed a 220 kg CO 2 eq./t of HM emission reduction in a scenario where MPB replaces Pulverized Coal (PC) by 100% ( Yang et al., 2024).
Substituting charcoal for coke and anthracite in the BF, as well as the use of wood pellets as a fuel in reheating furnaces, have also been studied as potential biomass-based decarbonization options for ISI. The charcoal replacement of 20% coke and 100% anthracite in the BF appears to minimize the CO 2 emissions by 14% for a ton of hot rolled steel, according to the results of a Chinese case study. These results are based on the data collected for the inventory in 2017 ( Liang et al., 2020). Similarly, using wood pellets as a heating fuel in the EAF indicated that wood pellet fuel only results in 19.3 kg CO 2 eq. per ton of iron, whereas the heavy fuel oil would emit 129.6 kg CO 2 eq. per ton of iron ( Lin et al., 2016).
** Europe. ** In the literature presented, 10 case studies discussed the ISI in Europe. Europe is the second biggest iron and steel manufacturer in the world, accounting for 11% of the global iron and steel output ( Vögele et al., 2020a). ISI in Europe is also a major subsector in its employment and value addition to economies, making it an important geographic area of investigation ( Vögele et al., 2020b).
All European case studies have conducted cradle-to-gate LCAs. The case studies that quantified the environmental impacts have mostly utilized the functional units of one ton of steel, Hot Rolled Coil (HRC), Liquid Steel (LS), and molten steel except for one kilogram of steel in rare cases.
The integration of hydrogen in steel production has been discussed in its use in the DRI-EAF and BF. Additionally, the use of hydrogen-based Hot Briquetted Iron (HBI) in BF, hydrogen as a reducing agent, and hydrogen as a fuel-switching option that replaces coal and NG are some of the decarbonization options that have been discussed in the literature.
As the sustainable European grid mix forecast for 2040 indicates, the steel manufactured via the hydrogen-DRI-EAF route in 2040 will have a GWI of 0.75 kg CO 2 eq./kg steel ( Suer et al., 2022a). According to the literature, the use of green hydrogen and renewable energy will be the sole factor that would lead to manufacturing low GHG footprint steel, resulting in less than 600 kg CO 2 eq./t of crude steel ( Souza et al., 2023). Also, the utilization of hydrogen in a BF reduces 9% of the emissions, and a 10%-17 % reduction potential can be seen through the use of hydrogen-based HBI within a BF ( Suer et al., 2021). According to the projected LCA results from a German case study, hydrogen is expected to contribute to a decline of direct emissions by approximately 96 % in comparison to traditional steel manufacturing in 2050 ( Weckenborg et al., 2024). However, a UK case study presents that hydrogen will have adverse impacts on ecotoxicity and metal depletion despite its contribution to GHG reductions ( Cooper & Hawkes, 2024).
Several studies in Europe discussed biomass integration in the form of hydro char and bio-syngas. The use of hydro char manufactured using pruned vine and exhausted grape marc (EGM) can be a potential alternative carbon source in the EAF and may reduce the GWI by 2% from the conventional steelmaking process ( Cardarelli & Barbanera, 2023). The renewable syngas manufactured from biomass gasification, or bio syngas, can have a significant influence on the future energy system sustainability as they can replace fossil gases and require no modification to the existing DRI furnaces to apply it as a reducing agent ( Bolívar Caballero et al., 2022). The GWI for the bio syngas based DRI-EAF is 75% lower than the state-of-the-art NG-based DRI-EAF route. It is also 85% lower than the GWI of the BF-Basic Oxygen Furnace (BOF) route. The bio-syngas-based DRI-EAF is expected to have 251 kg CO 2 eq./t crude steel from cradle to gate, which is less than the renewable hydrogen-based DRI-EAF route ( Nurdiawati et al., 2023).
The environmental impacts of iron production have been quantified with varying functional units such as liquid iron, pig iron, and HM. In the literature, we found studies addressing biomass in iron manufacturing in forms such as lumps, charcoal fines, torrefied biomass fines, charcoal at sintering, and biomass hydro char. These studies prove that substituting 20% of coke with biomass could deliver a decline of 15% in the total GHG emissions and save 300 kg CO 2 eq. /t of pig iron ( Fick et al., 2014). Additionally, the use of hydro char in the ironmaking process would result in a total footprint of 2054 kg CO 2 eq./t of steel. This GWI is 420.61 kg CO 2 eq. lower than the GWI of the current fossil-based BF ironmaking ( Liang et al., 2023).
** Americas. ** As shown in Figure 2, the case studies in the Americas accounted for 2 of the total studies and discussed the steel production in the US and the pig iron manufacturing in Brazil. The US case on the production of steel shows that when there is an 83% or 100% replacement ratio of renewable hydrogen in NG, DRI technologies can decrease CO 2 emissions by 57% and 67%, respectively, for one ton of steel ( Zang et al., 2023).
The quantification of environmental impacts for the pig iron in Brazil showed that in the ex-ante scenario, the carbon and energy footprint reaches 0.69 tCO 2 eq./t of pig iron and 4.6 GJ/t of pig iron. This was attained from the use of 100 % sustainable charcoal, including the emissions for rail transportation in the LCA work. These values are also two to five times smaller than the conventional BF pig iron production values ( Leão et al., 2023).
Life cycle impact assessment
In this section, we compare the results from the alternative scenarios assessed in the literature. The alternative scenarios that provided information on the impact categories can be found in Table 2. We chose to compare the following impact categories across the collected studies: Global Warming Impact (GWI), Fine Particulate Matter Formation (FPMF), Terrestrial Acidification (TA), Mineral Resource Scarcity (MRS), and Fossil Resource Scarcity (FRS). All scenarios assessed are cradle-to-gate assessments and were compared according to their functional unit.
Table 2.: Scenarios for the comparison of the impact assessment results.Scenarios presented and analyzed in Figure 3(a)– Figure 3(f).
According to the scenarios analyzed in Figure 3(a), the bio syngas-DRI-EAF route offers the highest emission reductions, approximately a 75% and 85% decrease from the NG-DRI-EAF and BF-BOF routes. As seen in scenario K2, applying CCS to the bio-syngas-DRI-EAF route generates negative life cycle emissions as it uses bio-energy and permanently stores CO 2. Similarly, the use of hydro char and anaerobic digestion-based EAF routes (G2) results in a 2.2% reduction in the GWI compared to the fossil fuel-based route. The addition of carbonaceous pellets to sinter (E6-E8) results in 278 kg CO2 eq./t of HM at a 30% substitution rate, indicating an overall decline in emissions when bio-based sources are utilized. The scenario (T1) where SCWG is used in the HSE results in 803 kg CO 2 eq./t of crude steel. The significance of the renewability of the relevant electricity mix from 2030 onwards has been highlighted for the production of hydrogen in scenario I1, as it will result in a 63% decline in emissions compared to the traditional BF-BOF.
GWI of steel (kg CO 2 eq./FU).Global Warming Impact of steel (kg CO 2 eq./Functional Unit). Please refer to Table 2 for the descriptions of the scenarios.
Figure 3(b) represents the GWI of iron production for the selected scenarios. It shows that the use of PKSC at both the feed and the discharge end of the SI production process generates a GWI of -41kg CO 2 eq./t of SI (E4). The negative GWI is a result of the energy that is fully sourced by PKSC, which is carbon-neutral. According to the results of the scenarios from B1-B5, the higher the carbonaceous pellet quantity is, the lower the GWI is. The scenarios from C2-C5 show that the use of torrefied biomass fines reduces the emissions by 14.7% compared to the fossil-based iron. It is closely followed by the pulverized biomass char injection emission reduction, which is 14.5% from the fossil-based iron production. The use of hydro char (D2) reduces the GWI by 420.61 kg CO 2 eq. compared to traditional BF ironmaking, affirming the positive impact of the use of bio-based sources for emission reductions. It should also be noted that MPB (U2) replacing PC generates a total of 2220 kg CO 2 eq. /t of HM, which is a 9–10% emission reduction from the PC-based HM production ( Yang et al., 2024).
GWI of iron (kg CO 2 eq./FU).Global Warming Impact of iron (kg CO 2 eq./Functional Unit). Please refer to Table 2 for the descriptions of the scenarios.
The FPMF analysis in Figure 3(c) shows that the particulate emissions can be reduced by 7.84% when 30% of the sintered ore is replaced with biomass-based pellets. The sintering process, which consumes iron ore, generally contributes the most to the particulate emissions, which is about 69.2 % of the FPMF per ton of HM.
FPMF of iron (PM 2.5 eq./FU).Fine Particulate Matter Formation of iron (PM 2.5 eq./Functional Unit). Please refer to Table 2 for the descriptions of the scenarios.
The TA levels in scenario D2 of Figure 3(d) indicate that PC injection into the BF has the highest TA at 37 kg SO 2 eq./t of iron, and it is only 8.6% less than the baseline. The results can be directly attributed to the generation of high-sulfide emissions from the sintering process and the phosphide emissions that emerge from coking and ironmaking processes. Scenarios B1-B5 indicate that the TA is being heavily influenced by the sintering process (77.7 %), followed by the coke-making process (9.5 %). The replacement of sintered ore with biomass-based pellets (E3-E4) indicates that the biomass-based pellets generate a 12.6 % emission reduction per ton of HM with a 30 % substitution rate.
TA of iron (kg SO 2 eq./FU).Terrestrial Acidification of iron (kg SO 2 eq./Functional Unit). Please refer to Table 2 for the descriptions of the scenarios.
The MRS levels of the selected scenarios are discussed in Figure 3(e). The B scenarios show that the MRS of the use of biomass pellets is lower compared to the use of conventional iron-ore. Conventionally, materials such as cement, which is an output of an emission-intensive industry, would be used where the extraction of iron ore is concerned, causing higher emissions ( Haque, 2022). The use of biomass-based binders in manufacturing carbonaceous pellets lessens the need for mineral resource-based products. According to B scenarios, a reduction of MRS by 4.99 % can be seen in substituting 30 % of the sinter with biomass-based pellets.
MRS of iron (kg CU eq./FU).Mineral Resource Scarcity of iron (kg CU eq./Functional Unit). Please refer to Table 2 for the descriptions of the scenarios.
Figure 3(f), which discusses fossil resource consumption, attributes the decline in fossil resource usage to the substitution of biomass for PC (B1-B5). Though the FRS has declined with the increase in the quantity of carbonaceous pellets that replace sinter, there is still a reliance on NG as a supporting energy source for the treatment of biomass. It should also be noted that the use of biomass-based pellets contributed to a decline from 494 kg to 454 kg in non-renewable fossil energy consumption. The use of carbon-neutral PKSC (E4), replacing the coal, generated −485.34 kg oil eq./t of iron. The use of PKSC in scenario E2 contributed to an 88.2% FRS reduction and in E3 an 86.1% reduction compared to the baseline. This indicates that FRS will be diminished when coal, NG, and oil are fully or partially replaced using bio-based sources, despite the technical difference of using the PKSC at the discharge end or the feed end of the rotary kiln.
FRS of iron (kg oil eq./FU).Fossil Resource Scarcity of iron (kg oil eq./Functional Unit). Please refer to Table 2 for the descriptions of the scenarios.
Discussion
The results of this systematic review discuss the use of LCA in the sustainability assessments of hydrogen and/or biomass integrated iron and steel manufacturing scenarios. The spatial scope and impact assessment results were used to compare the available case studies in the literature.
The regional analysis of the review indicates that the Asian case studies distribution is leaning towards the decarbonization of BF-BOF-based steel, which is the most commonly known and available steel production pathway. The European case study distribution mostly modifies the EAF steel production route to integrate hydrogen and/or biomass, allowing the benefits of a decarbonized grid to further reduce emissions. According to Figure 4, despite the regional differences, the technological scope of the assessed technologies in integrating hydrogen ranges from its role as a reducing agent to the use of HBI in the ISI. Both options represent higher energy efficiencies, leading to lower emissions in ISI. Four of the assessed case studies associated with hydrogen integration in the ISI show that the environmental impacts associated with hydrogen-producing methods, such as coal gasification, water electrolysis, bio-syngas, and SCWG, stress the importance of the renewability of the hydrogen-producing source and the use of renewable electricity in producing hydrogen.
The technological scope of the assessed case studies.The integration methods of hydrogen and/or biomass in iron and/or steel production.
The use of biomass as an alternative carbon source can be considered as a spatially sensitive research area, depending on the availability and the quality of biomass to fully or partially replace conventional coal. The use of PKSC in India to produce charcoal, wood waste-based biomass in Sweden, MPB in China are a few derivatives from the analysis, where the form and source of biomass remained vastly different from each other, depending on their region. Regardless of the form of biomass, the case studies weigh heavily towards the practical constraints of a biomass-based ISI. For example, bio-carbon replacement in BF is expected to have practical constraints that hinder its CO 2 mitigation potential, whereas the fuel injection via the tuyeres is the best way to mitigate CO 2 emissions in the BF while maintaining the operating efficiency ( Ji et al., 2024). This explains the difficulties of adapting the existing technical structures to accommodate biomass-based carbon sources ( Suopajärvi et al., 2017).
The impact assessment indicators comparison of the scenarios affirm that the integration of biomass and/or hydrogen into the ISI will determine environmental benefits in GWI in most cases. All LCA studies considered were conducted from cradle to gate, and we noted that transparent reporting of the unit processes is required to conduct fair comparisons. For example, the reporting of scenarios accounting for the emissions of the logistics associated with hydrogen transport is important, as the carbon footprint of the transportation of hydrogen varies significantly depending on the mode of transport, storage, and the phases of hydrogen ( Xu et al., 2022). Several studies also indicated the need to establish a standardized method of conducting LCAs for biomass-based studies, as the assumptions and the system boundaries used in calculations can affect the final results of the study. For example, certain studies did not have data on capital goods and infrastructure construction, which affects the terrestrial habitats, the soil, and land use ( Liang et al., 2020). Also, emerging technology integration causes the issue of impact displacement ( Harvey et al., 2022). For example, in biomass-based studies, it can be noted that the impact on land and water use change must be assessed before ensuring a continuous supply of biomass feedstock. It should also be noted that unless the biomass has been extracted from waste and residues, it cannot necessarily be considered biogenic as the biomass extracted from harvested sites is either incinerated or disposed of into the atmosphere, with extractable energy present in it ( Wang & Tester, 2023a). Therefore, a set of guidelines is needed on how the credits and the biogenic carbon emissions should be implemented in an LCA software, depending on the replacement ratios of biomass-based materials to fossil-based materials.
A concern that has been addressed in many papers is the lack of a primary data inventory for biomass integration ( Valipour et al., 2024). This is especially relevant for the upstream processing of biomass due to the significant amount of indirect and avoided emissions that are not being accounted for in the biomass-based LCAs in usual cases. These emissions are often assumed to be null, which can be theoretically accurate but realistically incorrect ( Nurdiawati et al., 2023). For example, the thermochemical upgrading processes of biomass require a significant amount of energy, thus increasing the carbon footprint of biomass use ( Peng et al., 2023). Also, the carbon footprint of biomass is strongly sensitive to several upstream processes other than thermal upgrading, such as cultivation practices, transport, and further treatments ( Fan & Friedmann, 2021).
The availability of data also ensures the ability to measure the impact on various impact categories and improves the comprehensiveness of the study ( Suer et al., 2022b). For example, the absence of indicators such as Cumulative Energy Demand (CED) to measure the energy intensity of the integrated ISI and Land Transition (LT) to analyze the impact of biomass cultivation for harvesting, hinders an effective LCA evaluation of the proposed studies. Also, the significance of gathering data from onsite observations has been pointed out several times to increase the reliability of the LCA study. The detailed modeling in simulation software, harnessed together with field data and literature values, with correct assumptions, will benefit the completeness of the life cycle inventory immensely in biomass-based LCAs.
Additionally, several studies suggest the use of Prospective LCA and Life Cycle Sustainability Assessment (LCSA) to assess the impact of decarbonizing energy systems and assess the social and economic aspects of LCA to have better insights into these studies ( Suer et al., 2022a).
Finally, the limitations of our review can be acknowledged. First, only peer-reviewed articles were considered for the review. Other sources, such as grey literature, were excluded, although they may still contain valid and useful findings. The search query for this systematic review was established using the keywords that best represented the research questions of our study. Therefore, the search query only used LCA in its search, though it could be extended further with other relevant keywords such as footprint. The search string itself generated a considerable number of results initially, but several studies had to be excluded due to the multi-disciplinary nature of the studies presented, as most of the process engineering publications did not use LCA for emission computations, thus disqualifying them for the final synthesis.
Conclusion
This research explores the life cycle contributions of several hydrogen and/or biomass integrations in ISI. The novelty of the work lies in its attempt to aggregate current studies and analyze those depending on their goal and scope definition, and impact indicators to assist future research on hydrogen and/or biomass in ISI. The regional analysis of the case studies indicated that various integrating approaches exist depending on key geographical features. The comparison of impact indicators showed that the use of hydrogen and/or biomass can generally create a positive impact on environmental preservation. However, there was also a notable absence of an agreed-upon method of LCA computing for the quantification of environmental impacts associated with biomass integration, leading to LCA reporting discrepancies. This work further strengthens the idea that emerging technologies require sustainability assessment techniques such as LCA, applied on lab and commercial scales to ascertain their sustainability before a major roll-out of infrastructure on an industrial scale.
Ethics and consent
Ethical approval and consent were not required for this systematic review.
The reference list from the paper itself. Each links out to its DOI / PubMed record.
- 1Arvidsson R Svanström M Harvey S : Life-cycle impact assessment methods for physical energy scarcity: considerations and suggestions. Int J Life Cycle Assess. 2021;26(12):2339–2354. 10.1007/s 11367-021-02004-x · doi ↗
- 2Azevedo LB Roy PO Verones F : 7. Terrestrial acidification.2012. Reference Source
- 3Bailera M Lisbona P Peña B : A review on CO 2 mitigation in the Iron and Steel industry through Power to X processes. J CO 2 Util. 2021;46: 101456. 10.1016/J.JCOU.2021.101456 · doi ↗
- 4Bataille C Åhman M Neuhoff K : A review of technology and policy deep decarbonization pathway options for making energy-intensive industry production consistent with the Paris Agreement. J Clean Prod. 2018;187:960–973. 10.1016/J.JCLEPRO.2018.03.107 · doi ↗
- 5Bersenev IS Vokhmyakova IS Borodin AV : Prediction of the Quality of Hot Briquetted Iron (HBI) Based on Data on the Material Composition of Pellets. Steel Trans. 2022;52(7):673–676. 10.3103/S 0967091222070038 · doi ↗
- 6Bilby BA Hewitt J : Hydrogen in steel—the stability of micro-cracks. Acta Metallurgica. 1962;10(6):587–600. 10.1016/0001-6160(62)90048-2 · doi ↗
- 7Bolívar Caballero JJ Zaini IN Yang W : Reforming processes for syngas production: a mini-review on the current status, challenges, and prospects for biomass conversion to fuels. Appl Energy Combust Sci. 2022;10: 100064. 10.1016/J.JAECS.2022.100064 · doi ↗
- 8Boretti A : Production of hydrogen for export from wind and solar energy, natural gas, and coal in Australia. Int J Hydrogen Energy. 2020;45(7):3899–3904. 10.1016/J.IJHYDENE.2019.12.080 · doi ↗