Safety assessment of the process Starlinger viscotec deCON used to recycle post‐consumer PET into food contact materials
Claude Lambré, Riccardo Crebelli, Maria de Silva, Koni Grob, Maria Rosaria Milana, Marja Pronk, Gilles Rivière, Mario Ščetar, Georgios Theodoridis, Els Van Hoeck, Nadia Waegeneers, Vincent Dudler, Constantine Papaspyrides, Maria de Fátima Tavares Poças, Alexandros Lioupis

TL;DR
This paper evaluates the safety of a recycling process for PET plastic used in food packaging and concludes it is safe under specific conditions.
Contribution
The study confirms the decontamination efficiency of the Starlinger viscotec deCON process for recycling post-consumer PET into food contact materials.
Findings
The preheating and solid state polycondensation steps are critical for decontamination efficiency.
Migration levels of contaminants are below safety thresholds for infant and toddler exposure scenarios.
Recycled PET is safe for food contact at up to 55% with virgin PET or 100% alone, excluding microwave and oven use.
Abstract
The EFSA Panel on Food Contact Materials (FCM) assessed the safety of the recycling process Starlinger viscotec deCON (EU register number RECYC339). The input is washed and dried poly(ethylene terephthalate) (PET) flakes originating from collected post‐consumer PET containers, with no more than 5% PET from non‐food consumer applications. The flakes are preheated batchwise before being submitted to solid state polycondensation (SSP) in batch or semi‐continuous reactor(s), at high temperature under vacuum and gas flow. Having examined the challenge test provided, the Panel concluded that the preheating (step 2) and the decontamination in the SSP reactor (step 3) are critical in determining the decontamination efficiency of the process. The operating parameters to control the performance are temperature, residence time, pressure and gas flow rate. It was demonstrated that this process…
Genes, proteins, chemicals, diseases, species, mutations and cell lines named across the full text — each resolved to its canonical identifier and authoritative record.
Click any figure to enlarge with its caption.
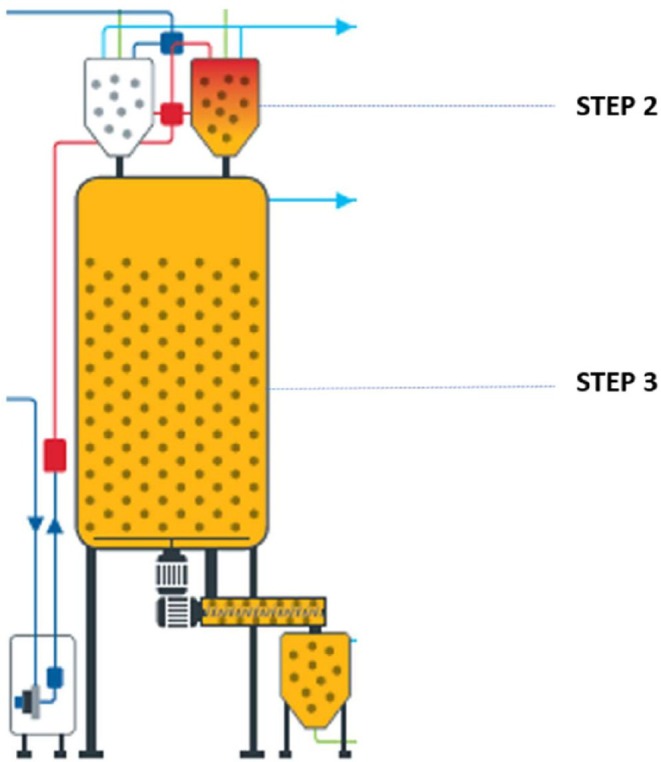 FIGURE 1
FIGURE 1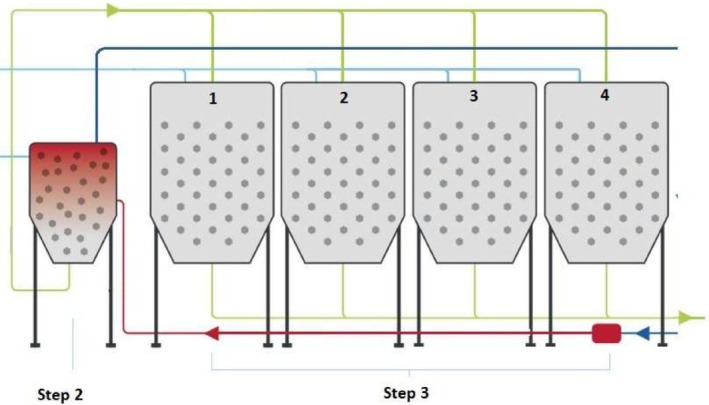 FIGURE 2
FIGURE 2| Surrogates | Concentration of surrogates before step 2 (mg/kg PET) | Concentration of surrogates after step 3 (mg/kg PET) | Decontamination efficiency (%) |
|---|---|---|---|
|
| ■■■■■ | ■■■■■ | 97.6 |
|
| ■■■■■ | ■■■■■ | 98.0 |
|
| ■■■■■ | ■■■■■ | 98.0 |
|
| ■■■■■ | ■■■■■ | 95.2 |
|
| ■■■■■ | ■■■■■ | 94.4 |
|
| ■■■■■ | ■■■■■ | 96.5 |
| Surrogates | Decontamination efficiency (%) | Cres for 55% rPET (mg/kg PET) | Cmod (mg/kg PET) scenario A |
|---|---|---|---|
|
| 97.6 | 0.04 | 0.04 |
|
| 98.0 | 0.03 | 0.05 |
|
| 98.0 | 0.03 | 0.12 |
|
| 95.2 | 0.08 | 0.13 |
|
| 94.4 | 0.09 | 0.15 |
|
| 96.5 | 0.06 | 0.29 |
| Surrogates | Decontamination efficiency (%) | Cres for 100% rPET (mg/kg PET) | Cmod (mg/kg PET) scenario B |
|---|---|---|---|
|
| 97.6 | 0.07 | 0.13 |
|
| 98.0 | 0.06 | 0.15 |
|
| 98.0 | 0.06 | 0.40 |
|
| 95.2 | 0.14 | 0.42 |
|
| 94.4 | 0.17 | 0.49 |
|
| 96.5 | 0.11 | 0.95 |
Peer Reviews
No public reviews on file for this paper yet. If you reviewed it on a platform where reviews are public (OpenReview, ICLR, NeurIPS, ICML), you can paste yours below so the community can read it here.
Videos
No videos yet. Explain this paper in a talk, walkthrough, or lecture? Add one.
Taxonomy
TopicsOccupational exposure and asthma · Effects and risks of endocrine disrupting chemicals · Agricultural safety and regulations
INTRODUCTION
1
Background
1.1
Recycled plastic materials and articles shall only be placed on the market if the recycled plastic is from an authorised recycling process. Before a recycling process is authorised, the European Food Safety Authority (EFSA)'s opinion on its safety is required. This procedure has been established in Articles 17 and 18 of Commission Regulation (EU) 2022/16161 on recycled plastic materials intended to come into contact with foods. More specifically, according to Article 18 of Commission Regulation (EU) 2022/1616 on recycled plastic materials intended to come into contact with foods, EFSA is required to carry out risk assessments on the risks originating from the migration of substances from recycled food contact plastic materials and articles into food, to evaluate the microbiological safety of these materials and articles and to deliver a scientific opinion on the recycling process examined.
According to this procedure, the process developers submit applications to the competent authorities of Member States, which transmit the applications to EFSA for evaluation. In this case, EFSA received an application from the Austrian Competent Authority (Bundesministerium für Soziales, Gesundheit, Pflege und Konsumentenschutz), for evaluating the recycling process Starlinger viscotec deCON, European Union (EU) register No RECYC339. The request has been registered in the EFSA's register of received questions under the number EFSA‐Q‐2023‐00462. The dossier was submitted on behalf of Starlinger & Co. GmbH, Division viscotec, Adsdorf 384113 St. Martin im Mühlkreis, Austria (see ‘Documentation provided to EFSA’).
Terms of Reference
1.2
The Austrian Competent Authority (Bundesministerium für Soziales, Gesundheit, Pflege und Konsumentenschutz), requested the safety evaluation of the recycling process Starlinger viscotec deCON, in compliance with Article 17 of Commission Regulation (EU) 2022/1616. The recycling process uses the recycling technology number 1 of the list of suitable recycling technologies of Table 1 of Annex 1 of Commission Regulation (EU) 2022/1616.
DATA AND METHODOLOGIES
2
Data
2.1
The applicant submitted a confidential and a non‐confidential version of a dossier, following EFSA's ‘Scientific Guidance on the criteria for the evaluation and on the preparation of applications for the safety assessment of post‐consumer mechanical PET recycling processes intended to be used for manufacture of materials and articles in contact with food’ (EFSA CEP Panel, 2024) and EFSA's ‘Administrative guidance for the preparation of applications for the authorisation of individual recycling processes to produce recycled plastics materials and articles intended to come into contact with food’ (EFSA, 2024).
Additional information was received from the applicant during the assessment process, in response to requests from EFSA sent on 6 February 2024, 27 November 2024 and 20 May 2025 (see ‘Documentation provided to EFSA’). A technical hearing was held with the applicant on 13 May 2025.2
In accordance with Art. 38 of the Regulation (EC) No 178/20023 and taking into account the protection of confidential information and the personal data in accordance with Articles 39 to 39e of the same Regulation, and of the Decision of the EFSA's Executive Director laying down practical arrangements concerning transparency and confidentiality,4 the non‐confidential version of the dossier has been published on Open.EFSA.5
According to Art. 32c(2) of Regulation (EC) No 178/2002 and to the Decision of EFSA's Executive Director laying down the practical arrangements on pre‐submission phase and public consultations,^4^ EFSA carried out a public consultation on the non‐confidential version of the application from 15 July to 05 August 2024 for which no comments were received.
The following information on the recycling process was provided by the applicant and used for the evaluation (EFSA, 2024; EFSA CEP Panel, 2024):
- –Recycling process,
- –Determination of the decontamination efficiency of the recycling process,
- –Table of operating parameters,
- –Self‐evaluation of the recycling process.
Methodologies
2.2
The risks associated with the use of recycled plastic materials and articles in contact with food come from the possible migration of chemicals into the food in amounts that would endanger human health. The quality of the input, the efficiency of the recycling process to remove contaminants as well as the intended use of the recycled plastic are crucial points for the risk assessment (EFSA CEP Panel, 2024).
The criteria for the safety evaluation of a mechanical recycling process to produce recycled PET intended to be used for the manufacture of materials and articles in contact with food are described in the scientific guidance developed by the EFSA Panel on Food Contact Materials, Enzymes and Processing Aids (EFSA CEP Panel, 2024). The principle of the evaluation is to apply the decontamination efficiency of a recycling process, obtained from a challenge test with surrogate contaminants, to a reference contamination level for post‐consumer PET, conservatively set at 3 mg/kg PET for contaminants resulting from possible misuse. The resulting residual concentration of each surrogate contaminant in recycled PET (C_res_) is compared with a modelled concentration of the surrogate contaminants in PET (C_mod_). This C_mod_ is calculated using generally recognised conservative migration models so that the related migration does not give rise to a dietary exposure exceeding 0.0025 μg/kg body weight (bw) per day (i.e. the human exposure threshold value for chemicals with structural alerts for genotoxicity), below which the risk to human health would be negligible, considering different dietary exposure scenarios (EFSA CEP Panel, 2024). If the C_res_ is not higher than the C_mod_, the recycled PET manufactured by such recycling process is not considered of safety concern for the defined conditions of use (EFSA CEP Panel, 2024).
The assessment was conducted in line with the principles described in the EFSA Guidance on transparency in the scientific aspects of risk assessment, considering the relevant guidance from the EFSA Scientific Committee (EFSA, 2009).
ASSESSMENT
3
General information
6
3.1
According to the applicant, the recycling process Starlinger viscotec deCON (configurations named as listed in Appendix C) is intended to recycle food grade PET containers. The recycled PET is intended to be used at up to 55% in mixtures with virgin PET for the manufacture of bottles for mineral water and at up to 100% for other materials and articles for direct contact with all kinds of foodstuffs, such as sheets, thermoformed trays or cups, woven fibre and bottles for soft drinks, juices and beer. It is intended for long‐term storage at room temperature or below, with or without hot‐fill. The final articles are not intended to be used in microwave or conventional ovens.
Description of the process
3.2
General description
7
3.2.1
The recycling process Starlinger viscotec deCON produces recycled PET flakes from PET materials originating from post‐consumer collection systems.8
Input
- In step 1, the post‐consumer PET is processed into hot washed and dried flakes.
Decontamination and production of recycled PET material
- In step 2, the flakes are preheated in batch reactor(s) by a flow of hot gas.
- In step 3, the preheated flakes are submitted to one semi‐continuous or four batch solid state polycondensation (SSP) reactors running at high temperature and using a combination of vacuum and gas flow.
The operating conditions of the process have been provided to EFSA.
Flakes, the final product of the process, are checked against technical requirements, such as intrinsic viscosity and the content of poly(vinyl chloride) (PVC), other plastics, glues, metals and cellulose.
Characterisation of the pre‐processed plastic input
9
3.2.2
According to the applicant, the input material consists of hot washed and dried flakes obtained from PET materials, e.g. bottles, previously used for food packaging, from post‐consumer collection systems. A small fraction may originate from non‐food applications. According to the applicant, the proportion will be no more than 5%, as specified in Article 7 and Table 1 of Annex I of Commission Regulation (EU) 2022/1616.
Technical specifications on the hot washed and dried flakes were provided, such as on physical properties and residual contents of moisture, PVC, polyamide (PA), polyolefins, polycarbonate (PC), polystyrene (PS), glue, metals, wood and paper (see Appendix A).
Starlinger viscotec deCON process
3.3
Description of the main steps
10
3.3.1
The process flow diagrams for two configurations of the Starlinger viscotec deCON process, as provided by the applicant, are reported in Figures 1 and 2. The steps are:
- Preheating (step 2): The flakes are preheated in one or more batch reactors by a flow of hot gas up to the temperature of the SSP reactor.
- SSP (step 3): The preheated flakes are fed into the SSP reactor(s) semi‐continuously or batchwise and treated under vacuum, while a ■■■■■ gas flow is ■■■■■ applied to support the removal of the contaminants from the flakes.
The process runs under two types of configuration:
- ○In the Starlinger viscotec deCON 50 type of configurations (as listed in Appendix C; Figure 1), two ■■■■■ pre‐heaters ■■■■■ feed preheated flakes into an SSP reactor. The process is semi‐continuous, since feeding the reactor ■■■■■ occur in batches.
- ○In the Starlinger viscotec deCON 20 configuration (Figure 2), one pre‐heater feeds four SSP reactors in sequence working in batch mode.
Process flow diagram of the viscotec deCON 50 configuration (provided by the applicant).
Process flow diagram of the viscotec deCON 20 configuration (provided by the applicant).
The process is run under defined operating parameters11 of temperature, pressure, gas flow rate and residence time. All critical parameters are monitored ■■■■■. The parameter values are automatically reported via the relevant software; deviations from the acceptable parameter values or ranges are alerted.12
Decontamination efficiency of the recycling process
13
3.3.2
To demonstrate the decontamination efficiency of the recycling process Starlinger viscotec deCON, a challenge test performed at industrial scale on a deCON 20 installation was submitted to EFSA.
PET flakes were contaminated with toluene, chlorobenzene, methyl salicylate, phenylcyclohexane, benzophenone and methyl stearate, selected as surrogates in agreement with the EFSA Scientific Guidance (EFSA CEP Panel, 2024) and in accordance with the recommendations of the US Food and Drug Administration (FDA, 2021).
■■■■■■■■■■ ■■■■■ Then they were washed ■■■■■. The concentration of the surrogates in these flakes was determined.
The washed and dried contaminated flakes (step 2) were preheated and then fed into the SSP reactor (step 3). The flakes were analysed after step 3 for their residual concentrations of the applied surrogates.
The decontamination efficiency of the process was calculated from the concentrations of the surrogates measured in the washed contaminated flakes before the preheating (before step 2) and after SSP (step 3). The results are summarised in Table 1.
Discussion
3.4
Considering the high temperatures used during the process, the possibility of contamination by microorganisms can be discounted. Therefore, this evaluation focuses on the chemical safety of the final product.
Specifications on the input material (i.e. washed and dried flakes, step 1) are listed in Appendix A.
The flakes are produced from PET containers, e.g. bottles, previously used for food packaging, collected through post‐consumer collection systems. However, a small fraction may originate from non‐food applications, such as bottles for soap, mouthwash or kitchen hygiene agents. According to the applicant, the collection system and the sorting are managed in such a way that this fraction will be no more than 5% in the input,15 as recommended by the EFSA CEP Panel in its Guidance (EFSA CEP Panel, 2024).
The process is adequately described. It comprises the batch preheating (step 2) and the semi‐continuous or batch SSP (step 3). The operating parameters of temperature, residence time, pressure and gas flow rate for both steps have been provided to EFSA.
A challenge test to measure the decontamination efficiency was conducted at industrial scale on process steps 2 and 3. The Panel considered that it was performed correctly according to the recommendations of the EFSA Guidance (EFSA CEP Panel, 2024). The Panel considered that steps 2 and 3 were critical for the decontamination efficiency of the process. Consequently, temperature, residence time, pressure and reduced gas flow rate of steps 2 and 3 should be controlled to guarantee the performance of the decontamination (Appendix C).
The Panel noted that in both the deCON 50 and the deCON 20 configurations there is no mixing in the SSP, since the reactors run in batches. Also, temperature, residence time, pressure and reduced gas flow rate of steps 2 and 3 are the same. Thus, it is considered that the challenge test, run in the deCON 20 equipment, is representative of the two configurations and for all sizes of the installations listed in Appendix C.
The decontamination efficiencies obtained for each surrogate, ranging from 94.4% to 98.0%, have been used to calculate the residual concentrations of potential unknown contaminants in PET (C_res_). By applying the decontamination efficiency percentage to the reference contamination level of 3 mg/kg PET, the C_res_ values shown in Table 2 were obtained.
According to the evaluation principles (EFSA CEP Panel, 2024), the dietary exposure must not exceed 0.0025 μg/kg bw per day, below which the risk to human health is considered negligible. The C_res_ value should not exceed the modelled concentration in PET (C_mod_) that, after 1 year at 25°C, results in a migration giving rise to a dietary exposure of 0.0025 μg/kg bw per day.
As the recycled PET is intended for the manufacturing of articles (e.g., bottles) to be used in direct contact with drinking water, the exposure scenario for infants has been applied for the calculation of Cmod (Exposure Scenario A; water could be used to prepare infant formula). The exposure scenario for toddlers was also applied (Exposure Scenario B; for all food contact applications except drinking water). A maximum dietary exposure of 0.0025 μg/kg bw/day corresponds to a maximum migration of 0.0481 μg/kg (= 5 × 0.00962 μg/kg) or 0.0962 μg/kg (= 10 × 0.00962 μg/kg) (depending on the molar mass of the contaminant substance16) into infant's food and a maximum migration of 0.156 μg/kg (= 5 × 0.0312 μg/kg) or 0.312 μg/kg (= 10 × 0.0312 μg/kg) (depending on the molar mass of a contaminant substance) into toddler's food. These parameters have been used to calculate C_mod_ (EFSA CEP Panel, 2024). C_res_ reported in Tables 2 and 3 are calculated for 55% recycled PET (scenario for infants) and for 100% recycled PET (scenario for toddlers), for which the risk to human health is demonstrated to be negligible. The relationship between the key parameters for the evaluation scheme is reported in Appendix B.
On the basis of the provided data from the challenge test and the applied conservative assumptions, the Panel considered that under the given operating conditions the recycling process Starlinger viscotec deCON is able to ensure that the level of migration of unknown contaminants from the recycled PET into food is below the conservatively modelled migration of:
- 0.0481 or 0.0962 μg/kg (depending on the molar mass of a contaminant substance) into infant's food, at which the risk to human health is considered negligible when the recycled PET is used at up to 55% in mixtures with virgin PET for manufacturing bottles for drinking water, for long‐term storage at room temperature or below, with or without hot‐fill (scenario of infants).
- 0.156 or 0.312 μg/kg (depending on the molar mass of a contaminant substance) into toddler's food, at which the risk to human health is considered negligible when the recycled PET is used at up to 100% for the manufacture of other materials and articles for contact with all types of foodstuffs except drinking water, for long‐term storage at room temperature or below, with or without hot‐fill (scenario of toddlers).
CONCLUSIONS
4
The Panel considered that the process Starlinger viscotec deCON (configurations named as listed in Appendix C) is adequately characterised and that the main steps used to recycle the PET flakes into decontaminated PET flakes have been identified. Having examined the challenge test provided, the Panel concluded that temperature, residence time, pressure and reduced gas flow rate of steps 2 (preheating) and 3 (decontamination) are critical for the decontamination efficiency.
The Panel concluded that the process is capable of reducing contamination of post‐consumer food contact PET to a concentration that does not give rise to concern for a risk to human health if:
- it is operated under conditions that are at least as severe as those applied in the challenge test used to measure the decontamination efficiency of the process;
- the input material of the process is washed and dried post‐consumer PET flakes originating from materials and articles that have been manufactured in accordance with the EU legislation on food contact materials and contain no more than 5% of PET from non‐food consumer applications;
- the recycled PET is used at up to 55% for the manufacture of materials and articles for contact with all types of foodstuffs, including bottles for drinking water, and is used for long‐term storage at room temperature or below, with or without hot‐fill;
- the recycled PET is used at up to 100% for the manufacture of materials and articles for contact with all types of foodstuffs, except drinking water, and is used for long‐term storage at room temperature or below, with or without hot‐fill.
The final articles made of this recycled PET are not intended to be used in microwave and conventional ovens and such uses are not covered by this evaluation.
RECOMMENDATION
5
The Panel recommended periodic verification that the input to be recycled originates from materials and articles that have been manufactured in accordance with the EU legislation on food contact materials and that the proportion of PET from non‐food consumer applications is no more than 5%. This adheres to good manufacturing practice and the Commission Regulation (EU) 2022/1616. Critical steps in recycling should be monitored and kept under control. In addition, supporting documentation should be available on how it is ensured that the critical steps are operated under conditions at least as severe as those in the challenge test used to measure the decontamination efficiency of the process.
DOCUMENTATION PROVIDED TO EFSA
6
Dossier ‘Starlinger viscotec deCON’. July 2023. Submitted on behalf of Starlinger & Co. GmbH., Austria.
Additional information, October 2024. Submitted on behalf of Starlinger & Co. GmbH., Austria.
Additional information, February 2025. Submitted on behalf of Starlinger & Co. GmbH., Austria.
Additional information, November 2025. Submitted on behalf of Starlinger & Co. GmbH., Austria.
ABBREVIATIONSbwbody weightCEPPanel on Food Contact Materials, Enzymes and Processing AidsC_mod_ modelled concentration in PETC_res_ residual concentration in PETFCMPanel on Food Contact MaterialsPApolyamidePCpolycarbonatePETpoly(ethylene terephthalate)PSpolystyrenePVCpoly(vinyl chloride)rPETrecycled poly(ethylene terephthalate)SSPsolid state polycondensation
REQUESTOR
Austrian Competent Authority (Bundesministerium für Soziales, Gesundheit, Pflege und Konsumentenschutz)
QUESTION NUMBER
EFSA‐Q‐2023‐00462
COPYRIGHT FOR NON‐EFSA CONTENT
EFSA may include images or other content for which it does not hold copyright. In such cases, EFSA indicates the copyright holder and users should seek permission to reproduce the content from the original source.
PANEL MEMBERS
Claude Lambré, Riccardo Crebelli, Maria da Silva, Koni Grob, Evgenia Lampi, Maria Rosaria Milana, Marja Pronk, Gilles Rivière, Mario Ščetar, Georgios Theodoridis, Els Van Hoeck and Nadia Waegeneers.
WAIVER
In accordance with Article 21 of the Decision of the Executive Director on Competing Interest Management a waiver was granted to an expert of the Working Group. Pursuant to Article 21(6) of the aforementioned Decision, the concerned expert was allowed to take part in the preparation and discussion of the scientific output but was not allowed to take up the role of rapporteur within that time frame. Any competing interests are recorded in the respective minutes of the meetings of the FCM Panel Working Group on Recycling Plastics.
LEGAL NOTICE
Relevant information or parts of this scientific output have been blackened in accordance with the confidentiality requests formulated by the applicant pending a decision thereon by EFSA. The full output has been shared with the European Commission, EU Member States (if applicable) and the applicant. The blackening may be subject to review once the decision on the confidentiality requests is adopted by EFSA and in case it rejects some of the confidentiality requests.
The reference list from the paper itself. Each links out to its DOI / PubMed record.
- 1EFSA (European Food Safety Authority) . (2009). Guidance of the Scientific Committee on transparency in the scientific aspects of risk assessments carried out by EFSA. Part 2: General principles. EFSA Journal, 7(5), 1051. 10.2903/j.efsa.2009.1051 · doi ↗
- 2EFSA (European Food Safety Authority) . (2024). Administrative guidance for the preparation of applications on recycling processes to produce recycled plastics intended to be used for manufacture of materials and articles in contact with food. EFSA Journal, 21(7), EN‐8968. 10.2903/sp.efsa.2024.EN-8968 · doi ↗
- 3EFSA CEP Panel (EFSA Panel on Food Contact Materials, Enzymes and Processing Aids) . (2024). Scientific Guidance on the criteria for the evaluation and on the preparation of applications for the safety assessment of post‐consumer mechanical PET recycling processes intended to be used for manufacture of materials and articles in contact with food. EFSA Journal, 22(7), 8879. 10.2903/j.efsa.2024.8879 PMC 1128719439081816 · doi ↗ · pubmed ↗
- 4FDA (Food and Drug Administration) . (2021). Guidance for industry: Use of recycled plastics in food packaging: Chemistry considerations. https://www.fda.gov/regulatory‐information/search‐fda‐guidance‐documents/guidance‐industry‐use‐recycled‐plastics‐food‐packaging‐chemistry‐considerations