Hydrothermally Modified Defatted Coconut Fiber as a Functional Fat Replacer in Reduced-Fat Cookies: A Structure-Function Study
Patcharanun Suksangpanomrung, Pitiporn Ritthiruangdej, Nantawan Therdthai, Arisara Hiriotappa

TL;DR
This study explores how modifying coconut fiber can make it a useful fat replacer in cookies, balancing nutrition and texture.
Contribution
The study introduces a novel method of hydrothermal treatment and particle size optimization for defatted coconut residue as a fat replacer.
Findings
Fine particle fractions showed the highest water- and oil-holding capacities due to increased surface area.
DCR formulations produced cookies with 30% less fat and high fiber content.
High water-holding capacity negatively affected cookie texture and spread.
Abstract
This study investigated the combined influence of hydrothermal treatment and particle size on the techno-functional properties of defatted coconut residue (DCR) to optimize its use as a hydrocolloid fat replacer. A 3 × 2 factorial design evaluated boiling and autoclaving treatments in combination with coarse and fine milling. Fine particle fractions (boiling-fine [BF] and autoclaved-fine [AF]) were identified as optimal, exhibiting peak water-holding capacity (WHC) (10.95 g/g) and oil-holding capacity (4.57 g/g) due to maximized surface area and thermal unblocking of capillary networks. When incorporated into cookies, all DCR formulations qualified as “reduced-fat” (30% reduction) and “high-fiber” (6 g/100 g) products. Crucially, the extreme WHC of fine fractions induced severe water competition within the dough, leading to a direct inverse correlation with quality, characterized by a…
Genes, proteins, chemicals, diseases, species, mutations and cell lines named across the full text — each resolved to its canonical identifier and authoritative record.
Click any figure to enlarge with its caption.
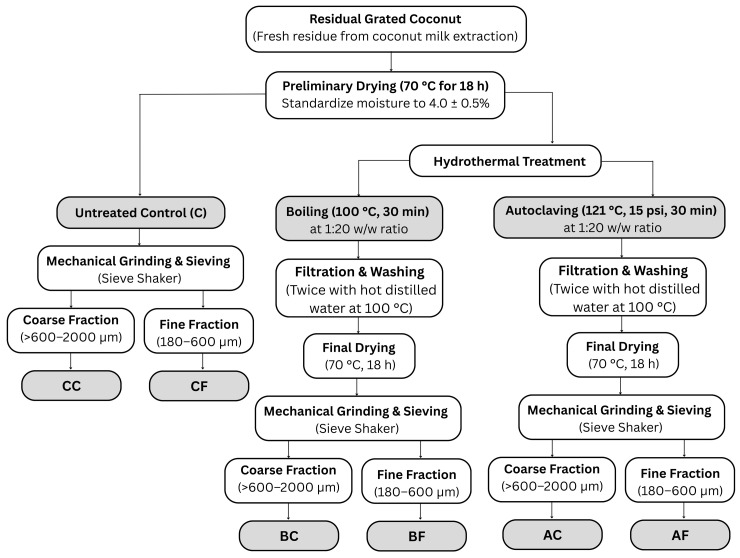 Figure 1
Figure 1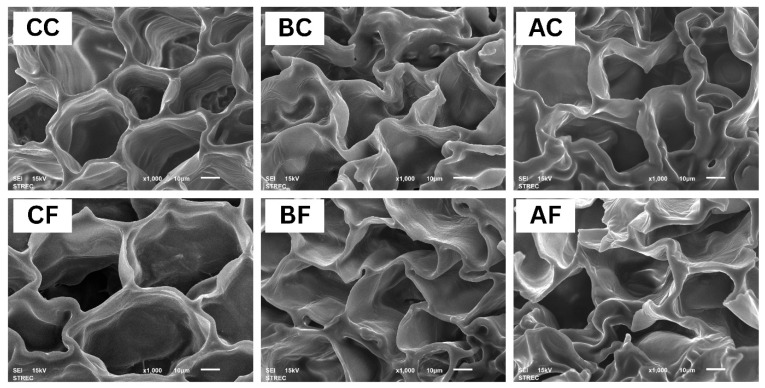 Figure 2
Figure 2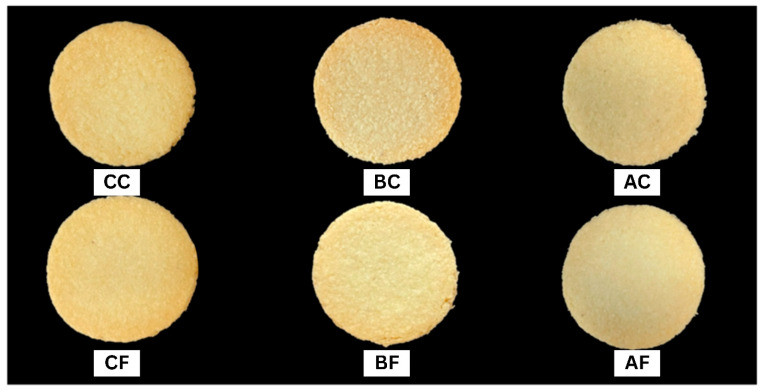 Figure 3
Figure 3Peer Reviews
No public reviews on file for this paper yet. If you reviewed it on a platform where reviews are public (OpenReview, ICLR, NeurIPS, ICML), you can paste yours below so the community can read it here.
Videos
No videos yet. Explain this paper in a talk, walkthrough, or lecture? Add one.
Taxonomy
TopicsFood Chemistry and Fat Analysis · Nanocomposite Films for Food Packaging · Coconut Research and Applications
1. Introduction
The global food industry is increasingly shifting towards a circular economy (CE) model, driven by the need to address resource scarcity, reduce the substantial environmental impact of agri-food waste, and align with global Sustainable Development Goals (SDGs) [1,2,3]. This transition emphasizes the valorization of processing by-products, converting materials traditionally discarded into high-value functional ingredients [4,5]. Beyond sustainability, the incorporation of functional fibers into daily diets directly impacts human health by enabling the development of reduced-fat products, which are essential for mitigating the global prevalence of obesity and related non-communicable diseases (NCDs).
Global coconut production was estimated at 62.41 million metric tonnes in 2022, with leading producers including Indonesia, the Philippines, and India [6,7]. This industry generates approximately 61.5 million tons of coconut waste globally, with a projected annual growth rate of 1% [7]. Approximately 60–65% of each coconut fruit processed is considered waste, primarily husks and shells [6,8]. The accumulation of these residues leads to significant environmental issues, such as unpleasant odors, landfill clogging, and greenhouse gas emissions [9]. Furthermore, the high moisture content in these by-products (exceeding 80%) accelerates microbiological growth and spoilage, necessitating immediate processing to ensure safety and nutritional value [10,11]. Currently, coconut by-products, such as defatted coconut flour, are often underutilized or discarded as low-value animal feed, resulting in the waste of biological resources [12,13].
Coconut residue (or spent coconut meal), a significant by-product of the coconut milk and oil extraction industries, represents a promising candidate for this valorization approach [14,15]. Defatted coconut residue (DCR) is renowned for its exceptional nutritional profile, particularly its high total dietary fiber (TDF) content, which often exceeds 60% [16,17]. This fiber is predominantly insoluble dietary fiber (IDF), which imparts significant swelling and adsorption capacities, making DCR an ideal, clean-label ingredient for food and pharmaceutical applications [18,19,20]. Despite its high value, DCR remains significantly underutilized, often ending up as low-value animal feed or waste, underscoring the need for robust processing techniques to maximize the functional potential of its fiber and protein fractions [15].
To unlock the full hydrocolloid functional potential of lignocellulosic materials like DCR, strategic modification of the fiber structure is essential, particularly to enhance key techno-functional properties such as water-holding capacity (WHC) and oil-holding capacity (OHC) [21]. Among various processing methods, hydrothermal modification (HTM), including boiling and autoclaving, represents an industrially feasible, non-chemical approach for structural refinement [22,23]. HTM utilizes heat and moisture to disrupt the tightly bound fiber matrix. The intense conditions of autoclaving (121 °C, 15 psi) are known to induce partial depolymerization of polysaccharides through the cleavage of glycosidic linkages, which significantly reduces solution viscosity but often leads to more rigid gels and increased gelling ability in specific food matrices due to changes in molecular entanglements and aggregation [24,25,26,27]. However, the thermal intensity is critical, as excessive heat can lead to structural collapse or the formation of degradation products [28]. Crucially, the effect is highly matrix-dependent: while HTM can increase viscosity in dilute suspensions, it may decrease it in dough matrices due to protein denaturation and starch effects [29]. Furthermore, physical manipulation via particle size reduction is a critical cofactor: decreasing particle size generally increases specific surface area, which often enhances OHC [30,31]. However, the effect on WHC is usually a delicate balance between maximizing surface area and preserving structural integrity and macro-porosity during milling [32,33,34].
Fat plays a multi-functional role in cookie systems, acting as a lubricant that contributes to dough plasticity, machinability, and final texture [35,36]. During mixing, fat coats flour particles, forming a barrier that prevents water absorption by gluten proteins and thereby inhibits gluten development [37,38]. This mechanism ensures a ‘short’ dough with a tender, crumbly, and melt-in-the-mouth texture [39,40]. Conversely, fat reduction leads to less coating of flour particles, allowing for more extensive gluten formation, which results in a tougher, more complex texture and a decreased spread ratio [41,42]. The distribution and type of fat are therefore critical for maintaining the desired quality and structural integrity of reduced-fat cookies [43,44].
The increasing consumer demand for healthier baked goods has accelerated research into replacing saturated fats with carbohydrate-based alternatives [45,46]. In cookies, fat is crucial for creating the desirable soft texture by limiting gluten network formation and controlling cookie spread during baking [47,48]. Consequently, reducing fat content often results in undesirable structural changes, specifically increased dough hardness and reduced spread ratio [49,50]. The incorporation of high-WHC fibers increases the elastic and viscous moduli (G’ and G”) of the dough, indicating enhanced rigidity and resistance to flow [51,52]. To mitigate these textural defects, a successful fat replacer must possess high WHC and OHC to mimic the lubricating functions of fat [53,54]. The hydrophilic nature of these hydrocolloids promotes water competition, disrupting the dough’s overall viscoelastic properties [52,55,56].
Dietary fibers sourced from by-products, such as wheat bran and fruit pomace, are highly effective in this role [27,57]. DCR, with its porous structure and exceptional TDF, has strong potential as a functional fat replacer. However, the cookie quality is highly susceptible to the functional properties of the incorporated fiber [58,59]. Despite the acknowledged potential of DCR, two critical gaps remain in the literature: (1) a systematic comparative study focusing on the interaction effects of industrial-scale thermal treatments (boiling vs. autoclaving) and particle size ranges (coarse vs. fine) on DCR’s structure is lacking [60,61], and (2) there is an absence of research directly linking tailored DCR properties to the ultimate rheological behavior of cookie dough and its final physical attributes [62,63].
Therefore, this integrated study aims to systematically investigate the combined influence of hydrothermal treatment and particle size on DCR and to critically evaluate their performance as fat replacers in reduced-fat cookies. The specific objectives are to: (1) determine the combined effects of processing on the physicochemical and functional properties of DCR powder; and (2) directly correlate these properties with the dough rheology and final quality of the reduced-fat cookie.
2. Materials and Methods
2.1. Raw Materials and Sample Preparation
2.1.1. Raw Materials and Chemicals
Residual grated coconut (initial moisture content: 55–66%; fat content: 14–26%) was obtained from Ampol Food Processing Co., Ltd. (Nakhon Pathom, Thailand). The raw residue was stored at 4 °C and transported to the laboratory within 2 h of collection. All chemical reagents used were of analytical grade.
2.1.2. Other Ingredients for Cookie Formulation
All-purpose wheat flour (UFM Food Center Co., Ltd., Bangkok, Thailand), unsalted butter (KCG Corporation Co., Ltd., Samut Prakan, Thailand), and icing sugar (Thai Roong Rueang Industry Co., Ltd., Bangkok, Thailand) were sourced locally. Flavoring agents included liquid vanilla (McCormick & Company, Inc., Hunt Valley, MD, USA), liquid coconut, and liquid butter (KH Roberts, Samut Prakan, Thailand).
2.2. Defatted Coconut Residue (DCR) Powder Preparation
The study utilized a 3 × 2 factorial arrangement combining three hydrothermal defatting methods and two particle size fractions. The preparation process of DCR powders, involving hydrothermal modification and mechanical grinding, is systematically presented in Figure 1.
2.2.1. Preliminary Drying and Preparation of Base Material
Prior to hydrothermal treatment, the raw coconut residue was dried in a tray dryer (BWS model, Frecon, Samut Prakan, Thailand) at 70 °C for 18 h to standardize the initial moisture content to 4.0 ± 0.5% (dry basis). The resulting dried material served as the untreated control (C) and the base for hydrothermal treatments: boiling (B) and autoclaving (A).
2.2.2. Hydrothermal Defatting: Boiling Treatment (B)
The dried coconut base was mixed with distilled water at a 1:20 (w/w) ratio and boiled at 100 °C for 30 min. The mixture was cooled to 30–40 °C and frozen at −18 °C for 3 h to ensure complete solidification of the residual surface fat, as large fat globules require longer crystallization times [64,65]. The mixture was filtered, washed twice with hot distilled water (100 °C), squeezed, and dried at 70 °C for 18 h.
2.2.3. Hydrothermal Defatting: Autoclaving Treatment (A)
The dried coconut base (1:20 w/w water) was sterilized in an autoclave (FnB Machinery & Solution, Bangkok, Thailand) at 121 °C and 15 psi for 30 min. After autoclaving, the sample was cooled and frozen at −18 °C for 90 min. The shorter duration was justified by greater fat emulsification or destabilization under pressure, which facilitated faster fat layer formation [66,67]. Subsequent steps (filtration, washing, and drying) followed the same procedure as the boiling treatment.
2.2.4. Particle Size Fractionation
The dried residues were ground and fractionated using a sieve shaker (AS200 digit, Retsch, Haan, Germany) into coarse particles (>600–2000 µm) and fine particles (180–600 µm). The six powders were labeled CC, CF, BC, BF, AC, and AF. Particle sizes were selected to balance hydration capacity and industrial feasibility [68,69]. The coarse fraction serves as a baseline for large-particle-size impacts [68], while the fine fraction optimizes specific surface area for fiber utilization as a fat replacer [70].
2.3. DCR Powder Characterization
2.3.1. Proximate and Dietary Fiber Composition
The proximate composition of the samples was determined using standard AOAC official methods [71]. Moisture content was analyzed using the hot-air oven method at 105 °C (AOAC 925.10). Crude fat was extracted with petroleum ether using an automated Soxhlet extraction unit (AVANI 2050, Foss, Hillerød, Sweden) following AOAC 920.39. Total nitrogen (TN) was determined by the Kjeldahl method (AOAC 979.09), and crude protein was calculated using a conversion factor of 6.25. Crude fiber content was determined according to AOAC 962.09 using a fiber analyzer (Fibertec 2010, Foss, Hillerød, Sweden). This method involved sequential digestion with 1.25% (w/v) H_2_SO_4_ and 1.25% (w/v) NaOH, followed by filtration, washing, drying, and incineration at 550 °C. Ash content was analyzed by incineration at 550 °C until a constant weight was achieved (AOAC 923.03). Total carbohydrate was calculated by difference: 100 − [moisture (%) + fat (%) + protein (%) + crude fiber (%) + ash (%)]. Insoluble dietary fiber (IDF), soluble dietary fiber (SDF), and total dietary fiber (TDF) were determined using enzymatic-gravimetric methods according to AOAC 991.42, 993.19, and 985.29, respectively.
2.3.2. Functional Properties
Water holding capacity (WHC), water solubility index (WSI), and oil holding capacity (OHC) were determined following the centrifugation-based procedure described by Raghavendra et al. [16].
2.3.3. Color and Microstructure
Color parameters (L*, a*, b*) were measured using a spectrophotometer (UltraScan PRO, Konica Minolta, Reston, VA, USA). The whiteness index (WI) was calculated as described by Sorde and Ananthanarayan [72]. Microstructural analysis was performed using a scanning electron microscope (SEM) (JSM-6610LV, JEOL, Tokyo, Japan) at 500× and 1000× magnification. The presented SEM images are representative of multiple observed fields (n > 5) to ensure microstructural reliability.
2.4. Cookie Preparation and Baking
A 3 × 2 factorial design was used. The reduced-fat cookie base included wheat flour (70 g), DCR powder (30 g), unsalted butter (70 g), icing sugar (36.36 g), and flavoring agents. The cookies were prepared using a standard short-dough formulation [73]. Unsalted butter and icing sugar were creamed for 3 min at speed 3 using a KitchenAid mixer (KMX 51, Kenwood, Havant, UK). Vanilla and coconut flavors were added and mixed for 1 min at speed 6. Coconut powder was incorporated (30 s at speed 1), followed by the gradual addition of sifted wheat flour (1 min). The dough was rolled to a thickness of 3 mm and cut into 38 mm diameter circles. The cookies were baked in an electric oven (E-60K, Sharp, Osaka, Japan) at 150 °C for 13 min, cooled at room temperature for 30 min, and stored in aluminum foil bags for further analysis.
2.5. Analysis of Cookie Quality Attributes
Proximate and dietary fiber composition were determined as described in Section 2.3.1. Physical attributes (diameter, thickness, and spread ratio) were measured with a digital caliper. The browning index (BI) was calculated using the equation cited by Bernaś and Jaworska [74] and Ayvaz et al. [75].
Dough texture was evaluated following the modified method of Park et al. [76]. Dough samples were prepared as rectangular blocks (20 mm × 20 mm × 10 mm) and subjected to a compression test using a Texture Analyzer (TA.XT plus, Stable Micro Systems, Godalming, UK) equipped with a 36 mm diameter cylindrical probe (P/36R). The test conditions were 80% strain, a pre-test speed of 2.0 mm/s, a test speed of 1.0 mm/s, and a post-test speed of 1.0 mm/s. The peak force was recorded as Hardness (N).
For the finished cookies, the 3-point bending test was performed according to Mudgil et al. [77] using a 3-point bending rig (HDP/3PB). The span between the two support base points was set at 30 mm. The probe moved with a pre-test speed of 1.5 mm/s, test speed of 2.0 mm/s, and post-test speed of 10.0 mm/s, with a trigger distance of 40 mm. The maximum force required to snap the cookie into two pieces was recorded as Hardness (N).
2.6. Statistical Analysis
Data were analyzed using a Two-Way Analysis of Variance (ANOVA) in SPSS (Version 29.0, IBM Corp., Armonk, NY, USA). Mean differences were separated using Tukey’s HSD post hoc test (p < 0.05).
3. Results and Discussion
3.1. DCR Powder Characterization
3.1.1. Proximate Composition of DCR
The proximate composition of DCR powder (Table 1) confirmed that hydrothermal treatment (M), particle size (P), and their interaction (M × P) significantly affected all measured components (p < 0.05). Boiling and autoclaving significantly reduced crude fat content (17.80–19.87%) compared with the untreated control (24.00–26.53%). This reduction validates the efficiency of the hot-water extraction, freezing, and skimming method, which mechanically and thermally disrupts the fiber–lipid matrix to remove surface and loosely encapsulated fat [17]. Similarly, crude protein and ash content were significantly reduced (p < 0.05) in the treated groups. This is attributed to the thermal leaching of water-soluble components, including minerals and low-molecular-weight protein fractions, during the hydrothermal treatment and subsequent washing steps [12]. Notably, autoclaving resulted in a greater reduction in both protein and ash than boiling, suggesting that the higher temperature and pressure (121 °C, 15 psi) enhanced solubilization and the subsequent removal of these water-soluble components [78].
Conversely, crude fiber and carbohydrate content increased significantly (p < 0.05) after hydrothermal treatments. This shift is primarily due to the relative concentration effect, where the mass loss from the removal of non-fiber components purifies the remaining fiber fraction, increasing its proportion relative to the total dry weight [12]. The autoclaved-coarse sample (AC) achieved the highest crude fiber content (53.72%), indicating the effectiveness of intensive thermal processing in concentrating the insoluble fiber matrix.
Particle size exhibited a significant main effect on crude fat, protein, and fiber contents. Within the untreated group, the fine fraction (CF: 180–600 µm) exhibited significantly lower protein (3.54% vs. 4.60%) and fiber (36.15% vs. 46.42%) levels, but higher fat (26.53% vs. 24.00%) than the coarse fraction (CC). Mechanical shear forces during milling fracture the cellular structure, increasing the specific surface area and accelerating the leaching of water-soluble components and dispersible fiber fragments during handling [79,80]. The higher fat content in the CF fraction likely results from sample heterogeneity or from greater relative loss of fiber components, which elevates the proportion of residual fat.
3.1.2. Dietary Fiber Composition of DCR
DCR powder samples were highly rich in dietary fiber, with total dietary fiber (TDF) ranging from 63.77% to 73.94% (Table 1). Hydrothermal treatment significantly increased the TDF and insoluble dietary fiber (IDF) contents compared with the untreated control (p < 0.001), due to the relative concentration effect described above [12]. The boiling-coarse (BC) sample achieved the highest TDF (73.94%), confirming the efficacy of hot water treatment for fiber purification.
The soluble dietary fiber (SDF) content exhibited a complex pattern. The CF fraction yielded the highest SDF (4.99%), demonstrating a mechanical solubilization effect where high shear forces physically fracture cell walls and disrupt the rigid lignocellulosic structure [19,20]. This process degrades IDF components, such as hemicellulose and cellulose, into smaller, more soluble fragments [52,81]. However, the autoclaved-coarse (AC) sample yielded the lowest SDF content (1.21%). This suggests that intensive thermal and pressure conditions likely triggered extensive molecular degradation of soluble polysaccharides [25,30] or induced chemical aggregation of soluble components into an insoluble residue [63,82]. These fragments or aggregates were subsequently lost during washing, resulting in a net loss of recoverable SDF.
3.1.3. Microstructural Characteristics of DCR
SEM analysis at 1000× magnification (Figure 2) revealed that all DCR samples exhibited a highly porous, layered lignocellulosic matrix consisting of hollow cellulose fibrils and distributed pores [83]. This natural porosity is directly responsible for the fiber’s substantial water-absorption capacity [83,84]. Untreated surfaces displayed a layer of residual fat coating, while boiled and autoclaved samples exhibited a significantly cleaner surface with visibly pronounced porosity and a clear honeycomb structure [16]. This structural cleaning unblocks the fiber network, explaining the increase in OHC and WHC in treated samples [85]. Boiling samples (BC and BF) maintained a more open architecture, whereas autoclaving samples (AC and AF) exhibited a more compact structure and greater distortion. This compaction aligns with the mechanism that high-pressure treatment causes greater cell wall disruption and structural collapse [3,86].
3.1.4. Functional Properties (WHC, OHC, WSI) of DCR
Functional properties (Table 2) are critical predictors of performance as a fat replacer. Hydrothermal treatment significantly enhanced both WHC and OHC (p < 0.001), surpassing conventional fiber sources [16]. The BF fraction achieved the highest OHC (4.57 g/g) and a peak WHC (10.95 g/g). This enhancement is attributed to the synergistic effect of pore unblocking (defatting) and surface area optimization (milling) [16,85]. The fine particle size maximized the specific surface area and pore volume, enhancing physical adsorption and capillary retention [87,88]. However, the slightly lower OHC in autoclaving samples (AC, AF) suggests that excessive heat induced structural compaction, hindering the oil adsorption capacity [89]. WSI showed an inverse trend: untreated samples exhibited higher WSI than treated groups (p < 0.001) due to thermal leaching and the removal of soluble sugars, proteins, and minerals during washing [15,46,90], resulting in a purified, low-solubility fiber concentrate [91].
The significant interaction between the hydrothermal method and particle size (M × P) for WHC and OHC indicates that the effect of size reduction depends on the prior thermal treatment. In this study, fine particle fractions (BF and AF) exhibited peak hydration properties, attributed to the synergistic effects of pore unblocking and surface area maximization. Hydrothermal treatments effectively removed residual lipids and proteins that previously clogged the fiber’s capillary networks [14,16]. Subsequent milling into fine fractions further increased the specific surface area, exposing more hydrophilic sites for water and oil binding [92,93]. However, while decreasing particle size generally enhances WHC due to the increased surface area, excessive reduction can collapse the fiber’s porous matrix, thereby reducing the space available for water entrapment [94,95]. Our findings suggest that the 180–600 µm range provides an optimal balance, maintaining structural integrity while maximizing functional capacity [16].
3.1.5. Color and Whiteness Index (WI) of DCR
The color of the DCR powder is a crucial quality indicator [96]. The CF sample was the lightest (L* = 86.78) and exhibited the highest WI (84.64), whereas the AC sample was the darkest (L* = 75.65) and exhibited the lowest WI (73.96). This darkening is attributable to the Maillard reaction, which is accelerated by the intense thermal conditions of autoclaving (121 °C, 15 psi) [97,98]. High heat promotes the condensation of reducing sugars with free amino groups, forming brown polymeric pigments (melanoidins) [19,99]. Notably, the AF sample recovered significantly more whiteness (L* = 83.78) than the AC sample. This may be explained by greater leaching of residual reducing sugars and soluble compounds from the fine fraction during washing, thereby decreasing the available substrates for the Maillard reaction.
3.2. Cookie Application and Quality
3.2.1. Proximate and Dietary Fiber Composition of Reduced-Fat Cookies
The successful incorporation of DCR as a partial fat and flour substitute significantly altered the nutritional profile of the baked cookies (Table 3). Crucially, the primary objective of developing reduced-fat and high-fiber cookies was validated across all formulations [99,100]. All DCR formulations exhibited crude fat content ranging from 34.90% to 36.11%, confirming a fat reduction exceeding 30% compared to standard formulations and qualifying for the “reduced fat” claim under international regulations [99]. Simultaneously, the TDF content in the cookies ranged from 10.03% to 13.29% (Table 3). Given that the required threshold for a “high fiber” claim is 6 g/100 g, all formulations easily met this nutritional criterion [99,101]. The highest TDF (13.29%) was recorded in the boiling-coarse (BC) sample, driven by the inherently higher crude fiber content of the coarse DCR fractions.
A critical observation arose from the SDF analysis. The autoclaved-fine (AF) cookie exhibited the highest SDF content (1.62%), which sharply contrasts with the low SDF observed in the corresponding raw AF DCR powder. This notable reversal suggests that the thermal process of baking (150 °C for 13 min) induced further structural changes through two main mechanisms. The first was heat-induced solubilization, where baking temperatures triggered a partial conversion of the remaining IDF into SDF [102,103]. This was most effective in the autoclaved sample (AF) because the initial high-pressure treatment had already weakened the lignocellulosic structure [101]. The second was resistant starch (RS) formation, where heating and cooling during baking induced gelatinization and retrogradation of the wheat starch matrix, leading to RSIII formation [104,105]. The autoclaved fiber’s prior severe heat history likely favored significantly greater RS formation, contributing to the higher measured SDF content [65].
3.2.2. Physical Attributes and Baking Loss
The DCR fiber significantly influenced the physical attributes of the cookies (Table 4). The untreated-coarse (CC) sample exhibited the highest spread ratio (8.65), while the fine particle size fractions (BF and AF) yielded the lowest (6.87–7.06). The visual appearance (Figure 3) confirms this trend, showing restricted flow and a thicker profile in fine-particle formulations compared to the expansive spread of the coarse control. This outcome establishes a direct inverse correlation between the DCR’s water-holding capacity (WHC) and the final spread ratio [106,107].
The fine fractions (BF and AF) actively sequestered available water in the dough, leading to “water competition” that limited the dissolution of sugar necessary to form a low-viscosity syrup phase [106,108]. Consequently, the substantial water binding increased the apparent dough viscosity, thereby restricting radial expansion during baking. Regarding moisture management, the fine fractions showed the lowest baking weight loss (8.7–8.8%), acting as moisture stabilizers; the high WHC traps water via capillary action and hydrogen bonding, limiting evaporation during baking [109,110].
3.2.3. Texture and Rheology (Dough/Cookie Hardness)
Dough and final cookie hardness exhibited highly significant differences across treatments, reinforcing the role of DCR’s functional properties (Table 4). Dough hardness strongly correlated with fiber WHC and particle size. The fine fractions (BF and AF) resulted in the stiffest doughs (approx. 440 N). This is explained by the mechanisms of water competition and network disruption: high-WHC fibers absorb essential water, severely reducing the plasticizing effect of water and leading to partial dehydration of gluten and starch components [70,111]. This water sequestration increases the elastic modulus (G′) of the dough matrix, resulting in a firmer, less elastic structure [70,112]. This trend carried over to the final product, where the fine fractions produced the hardest cookies (27 N). This strong positive correlation confirms that the initial hydrocolloid water-binding capacity determines the baked product’s textural integrity.
Cookie hardness was significantly influenced by the M × P interaction, with fine fractions (BF and AF) producing the firmest texture. This can be explained by the high WHC of these modified fibers, which induces intense water competition within the dough system. High-WHC fibers sequester available water, increasing dough viscosity and rigidity, which ultimately leads to a harder baked product [113,114]. This textural change is directly linked to the fiber’s particle size and porosity, as finer particles with higher hydration capacity exacerbate the dehydration of the starch-gluten matrix during baking [14,115].
3.2.4. Color and Browning Index (BI)
The final cookie color was primarily influenced by the hydrothermal treatment applied to the DCR (Table 4). The autoclaved-coarse (AC) cookie exhibited the lowest lightness (L* = 73.24) and the highest BI (52.95). Conversely, the AF cookie showed the highest lightness (L* = 76.21) among treated groups. This “BI reversal”—where the most severely heat-treated DCR did not produce the darkest cookie—confirms the success of the DCR purification and washing steps. The rigorous washing effectively removed water-soluble Maillard reaction precursors (reducing sugars and soluble proteins) from the DCR powder [23,34]. Consequently, despite the initial darkening of the raw DCR powder, browning in the final cookie was suppressed due to reduced substrate availability, resulting in a more desirable lighter color.
4. Conclusions
This study successfully demonstrated the potential of defatted coconut residue (DCR) powder as a high-fiber, functional fat replacer in cookie formulations. The findings established that hydrothermal treatments (boiling and autoclaving) combined with particle size modification significantly enhanced the techno-functional attributes of the residue. Specifically, the hydrothermal processes were highly effective in purifying the DCR by substantially reducing crude fat and removing soluble non-fiber components, thereby achieving a highly concentrated fiber profile with total dietary fiber (TDF) ranging from 63.77% to 73.94%. This purification process was critical for unblocking internal capillary networks and maximizing surface area, thereby significantly improving oil holding capacity (OHC) and water holding capacity (WHC). The fine particle fractions (boiling-fine [BF] and autoclaved-fine [AF]) were identified as the optimal functional ingredients, exhibiting peak WHC (10.95 g/g) and OHC (4.57 g/g).
When incorporated into the cookie formulation, all DCR treatments validated the feasibility of developing healthier baked goods, yielding products that qualify for both “reduced-fat” (30% fat reduction) and “high-fiber” (6 g/100 g) claims under international nutritional regulations. However, the high WHC of these optimal fractions directly influenced the final product quality by competing with water in the dough. This resulted in a direct inverse correlation with cookie quality, as evidenced by a restricted spread ratio (6.87–7.06) and increased dough and cookie hardness. Furthermore, the DCR purification process enhanced color stability; the thermal leaching of Maillard precursors effectively suppressed excessive browning during baking, resulting in lighter, more desirable cookies.
In conclusion, the boiling-fine (BF) fraction offers the best balance of functional enhancement and processing simplicity for DCR valorization. To translate these findings into broad industrial applications, future research should focus on optimizing dough rheology—such as by increasing moisture content or incorporating natural emulsifiers—to mitigate the extreme water absorption of fine DCR powder. This would further improve the textural quality and spread of the cookies while retaining the significant nutritional and sustainability benefits achieved in this study.
The reference list from the paper itself. Each links out to its DOI / PubMed record.
- 1Tapia-Quirós P. Montenegro-Landívar M.F. Vecino X. Alvarino T. Cortina J.L. Saurina J. Granados M. Reig M. A green approach to phenolic compounds recovery from olive mill and winery wastes Sci. Total Environ.202283515555210.1016/j.scitotenv.2022.15555235489508 · doi ↗ · pubmed ↗
- 2Esposito T. Silva N.H.C.S.S. Almeida A. Silvestre A.J.D. Piccinelli A. Aquino R.P. Sansone F. Mencherini T. Vilela C. Freire C.S.R. Valorisation of chestnut spiny burs and roasted hazelnut skins extracts as bioactive additives for packaging films Ind. Crops Prod.202015111249110.1016/j.indcrop.2020.112491 · doi ↗
- 3Khalid L. Jabeen I. Ahmad T. Inam-ur-Raheem M. Shahid A. Cirillo T. Esposito F. Valorization of fruit and vegetable by-products for protein extraction and their functional applications in food and non-food sectors Food Bioprod. Process.202515419821510.1016/j.fbp.2025.09.013 · doi ↗
- 4Camacho M.d.M. Fernández-Vargas N. García-Martínez E. Martínez-Navarrete N. Influence of the use of gum Arabic or OSA starch and the drying process on the quality of the fava bean (Vicia faba) pod flour Food Hydrocoll. Health 2025710020110.1016/j.fhfh.2025.100201 · doi ↗
- 5Lomba-Viana X. Raymundo A. Prista C. Alegria M.J. Sousa I. Clean Label “Rocha” Pear (Pyrus communis L.) Snack Containing Juice By-Products and Euglena gracilis Microalgae Front. Nutr.2022982599910.3389/fnut.2022.82599935252304 PMC 8888533 · doi ↗ · pubmed ↗
- 6Tin K.K. Taweepreda W. Kumar A. Current trends and future prospects of hydrogen production from coconut waste Int. J. Hydrogen Energy 202516415078210.1016/j.ijhydene.2025.150782 · doi ↗
- 7Sopandi T.P. Sulianto A.A. Anugroho F. Yusoff M.Z.M. Mohamed M.S. Farid M.A.A. Setyawan H.Y. RSM-optimized biochar production from young coconut waste (Cocos nucifera): Multivariate analysis of non-linear interactions between temperature, time, and activator concentration Ind. Crops Prod.202522312015710.1016/j.indcrop.2024.120157 · doi ↗
- 8Salaenoi J. Jurejan N. Yokthongwattana C. Pluempanupat W. Boonprab K. Characteristics of coconut husk cellulose and its effectiveness as a potassium permanganate absorbent for fishery applications Case Stud. Chem. Environ. Eng.20241010097510.1016/j.cscee.2024.100975 · doi ↗