Generalized Direct Fabrication of Embedded-Magnet Microrobots with Enhanced Material Compatibility
Yang Yang, Jeremy B. Gan, Jialong Huang, Sven Mucke, Aaron C. Davis, Haiyan Wang, David J. Cappelleri
TL;DR
This paper introduces a new method to fabricate microrobots with embedded magnets, improving their design and functionality for biomedical uses.
Contribution
The novel fabrication strategy integrates permanent micro-magnets during printing, eliminating post-assembly steps and enhancing material compatibility.
Findings
A direct-printing method successfully embeds micro-magnets into microrobots during fabrication.
Four functional microrobotic platforms were demonstrated with distinct capabilities like propulsion and manipulation.
The fabrication method enables stable actuation and reliable motion across varied environments and frequencies.
Abstract
Magnetically actuated microrobots offer transformative potential for biomedical applications such as targeted drug delivery and minimally invasive diagnostics. However, existing fabrication methods are constrained by challenges in magnetic material integration, structural robustness, and reproducibility. In this work, we present an improved direct-printing strategy that integrates permanent micro-magnets into microrobots during the two-photon polymerization (TPP) process, thereby eliminating the need for post-assembly alignment or insertion. To enhance magnetic-material compatibility and interfacial reliability, a sputtering-based surface modification technique is introduced, enabling robust integration of both pre-coated and surface-treated magnets. Using this approach, four functional microrobotic platforms are demonstrated: (1) a helical microswimmer for efficient propulsion, (2) a…
Genes, proteins, chemicals, diseases, species, mutations and cell lines named across the full text — each resolved to its canonical identifier and authoritative record.
Click any figure to enlarge with its caption.
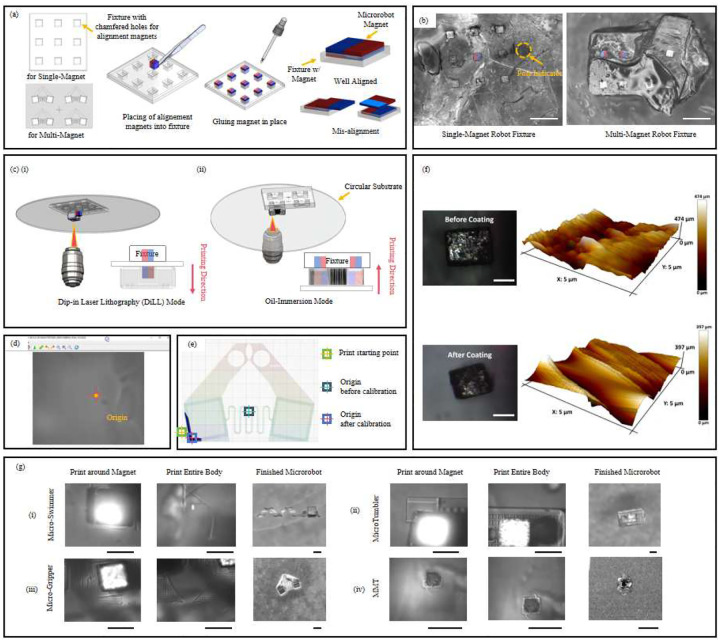 Figure 1
Figure 1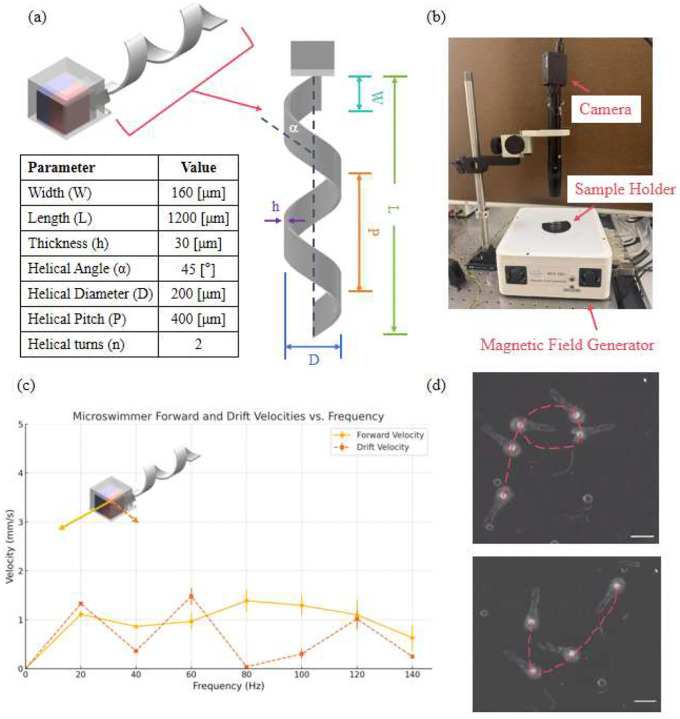 Figure 2
Figure 2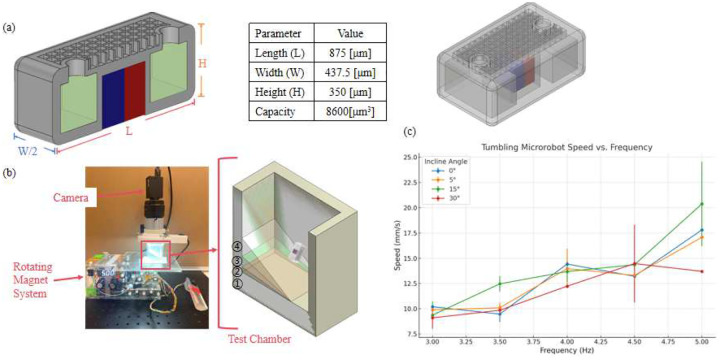 Figure 3
Figure 3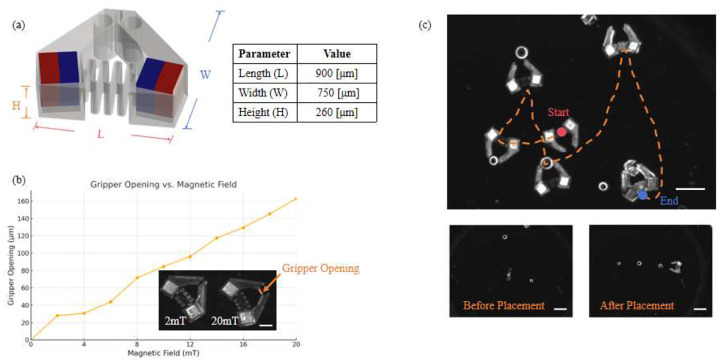 Figure 4
Figure 4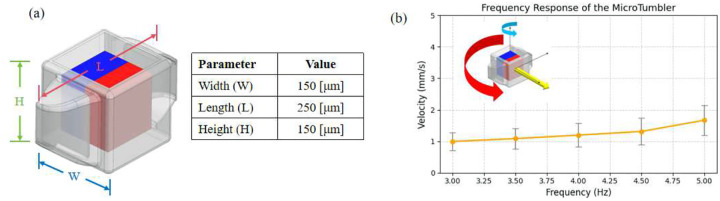 Figure 5
Figure 5Peer Reviews
No public reviews on file for this paper yet. If you reviewed it on a platform where reviews are public (OpenReview, ICLR, NeurIPS, ICML), you can paste yours below so the community can read it here.
Videos
No videos yet. Explain this paper in a talk, walkthrough, or lecture? Add one.
Taxonomy
TopicsMicro and Nano Robotics · Advanced Materials and Mechanics · Soft Robotics and Applications
Introduction
1
Microrobots have emerged as powerful tools for various biomedical, environmental, and engineering applications due to their miniature sizes, controllable motion, and ability to perform precise tasks in constrained environments. These robots, typically ranging from a few micrometers to millimeters in size, have significant potential in targeted drug delivery [1, 2], minimally invasive surgery [3, 4], environmental remediation [5], and microscale assembly operations [6, 7].
Currently, the fabrication of microrobots often involves a multi-step process. Recently, we proposed Helical Adaptive Multi-material MicroRobots (HAMMRs) with fast translational velocity for adaptive locomotion [8, 9] and the Helical Multi-Material MicroRobot with a Detachable Payload (HMMR-DP) [10]. Structures are first printed or constructed using methods such as soft lithography, 3D printing, or photolithography. Subsequently, these structures are magnetized by either embedding magnetic particles post-fabrication or through a separate magnetization process. While these methods have enabled significant advancements, they often suffer from issues such as misalignment of magnetic materials, inconsistent magnetic properties, and complicated manufacturing workflows.
Among various microfabrication technologies, Two-Photon Polymerization (TPP) stands out due to its unique advantages, including sub-micron resolution [11], high design flexibility [12], and the capability to fabricate complex 3D structures with precision [13, 14]. TPP enables precise control over structural details, which is critical for microrobotic systems that demand intricate geometries and reliable functional properties.
However, despite the advantages offered by TPP, existing fabrication and assembly methods for magnetically functionalized microrobots remain cumbersome and inefficient. Common challenges include the necessity for multiple fabrication steps [15, 16], difficulties in embedding or aligning magnetic components [17, 18], and reduced scalability and reproducibility due to manual assembly processes [19]. These limitations significantly hamper the broader adoption and practical utility of microrobots.
An additional challenge arises from the surface incompatibility between magnetic materials and photoresists, which can lead to poor adhesion or structural defects during direct printing. Commercial micro-magnets are often supplied with protective coatings, such as nickel [20, 21] or gold [22], that provide sufficient bonding strength with the photoresist. However, uncoated magnets typically exhibit low surface energy and chemical inertness [23, 24], making them less suitable for direct integration. To address this issue, surface modification techniques—such as plasma treatment [25], or thin-film deposition [26]—can be employed to improve interfacial adhesion. Among these methods, sputtering offers a clean, controllable, and low-temperature process capable of depositing a thin, uniform layer that enhances chemical compatibility between the magnet and the polymer resin with negligible impact on the magnet’s properties or geometry [27–29]. This modification ensures stable bonding during the TPP process and broadens the range of magnetic materials that can be directly integrated into microrobots.
In this paper, we propose a novel fabrication method that overcomes the current limitations by directly integrating magnetic materials into microrobots during the TPP printing process itself. Unlike traditional multi-step fabrication and magnetization methods, our approach combines magnet integration seamlessly with microrobot construction in a single fabrication step. This innovation not only simplifies the fabrication workflow but also ensures precise alignment, uniform magnetic properties, and scalability, ultimately facilitating enhanced functionality and expanding the practical applications of microrobots.
Microrobot Fabrication
2
In this section, we describe the fabrication process developed for magnetically actuated microrobots, employing an innovative direct-printing approach integrated with customized fixtures. Two primary fabrication scenarios are then presented: microrobots with a single embedded magnet, and microrobots containing multiple magnets arranged with controlled magnetic polarities.
Fixture Selection
2.1
Customized fixtures were fabricated from IP-Q photoresist using a Photonoic Professional GT2 two photon 3D printer (Nanoscribe GMBH) with a 10× objective lens, chosen to accommodate fixture dimensions adequately. These fixtures featured predefined molds with a chamfer into which magnets were manually positioned using precision tweezers. To securely anchor the magnets within the fixture, a small drop of IP-Q resin was applied onto the inserted magnets and subsequently cured using UV light. During this gluing step, the fixture was placed on a flat surface to ensure that only the upper surface of the magnet came into contact with the resin, while the bottom surface remained flush with the substrate. This prevents the formation of a spacer layer beneath the magnet and ensures tight contact with the substrate—a critical factor for accurate alignment and stable printing. Figure 1(a) illustrates the fixture design used in this study. The fixtures were configured to accommodate nine individual magnets or four grouped magnet pairs, enabling batch fabrication of microrobots within a single print job. The minimum center-to-center spacing between magnets in fixture was set to approximately 450 μm to provide sufficient clearance for polymer structure printing, thereby preventing overlap or interference between adjacent robots. An example fixture developed for single-magnet microrobot fabrication is illustrated. Proper magnet orientation is critical for microrobot actuation. To ensure clear identification of pole direction, we used a marker to denote the south-to-north direction on the fixture (Figure 1(b)). This served as a reference for orienting the circular substrate during printing to maintain correct spatial alignment between the magnet and the robot’s geometry. After loading, the magnets were inspected under a microscope to verify alignment accuracy. Only well-aligned magnets—those with the desired magnetic axis orientation—were retained, as misalignment can lead to unintended actuation behavior. Figure 1(b) shows the actual fabricated fixture used in this study.
Two-Photon Polymerization (TPP) Printing Modes
2.2
The Nanoscribe system offers two distinct modes of two-photon polymerization: Dip-in Laser Lithography (DiLL) and Oil-Immersion mode.
In DiLL mode, the objective lens is directly immersed into the liquid photoresist, which simultaneously functions as the optical immersion medium. In this approach, the printing substrate is positioned between the fixture and the magnet onto which the microrobot is fabricated (Figure 1(c)(i)). The primary advantage of DiLL mode is its ability to print microrobots with heights significantly exceeding the magnet’s dimensions, due to the larger available vertical printing range. However, magnet alignment in DiLL mode can be more challenging, especially for the multi-magnet microrobots, as the magnetic attraction force is notably reduced by the separation introduced by the substrate, making precise alignment more difficult.
In contrast, oil-immersion mode involves placing a droplet of photoresist onto a circular coverslip, beneath which immersion oil is applied to create an optical coupling between the substrate and objective lens. In this configuration, both the fixture and the magnet are located on the same side of the substrate and are in direct contact with each other, providing superior magnet visibility and facilitating precise alignment (Figure 1(c)(ii)). This is essential to ensure that magnets are securely positioned and isolated from each other, minimizing magnetic interference and maintaining consistent actuation performance. However, since microrobots are fabricated in the confined space between the substrate and the fixture, the vertical height of the printed structures should not substantially exceed the magnet height by more than approximately 50 μm, as taller structures risk colliding with the fixture during the printing process. Despite this spatial constraint, clean detachment of the printed microrobot is reliably achieved after development, primarily due to surface tension between the robot base and the substrate, which holds the microrobot in place while the fixture is removed.
In our study, both printing modes were strategically employed based on specific microrobot design requirements: DiLL mode was selected for fabricating single-magnet microrobots, where structural dimensions significantly exceeded the magnet height. In contrast, Oil-Immersion mode was preferred for fabricating multi-magnet microrobots, where precise alignment, accurate magnet positioning, and controlled polar orientations were critical.
Printing Parameter Optimization
2.3
To securely embed the magnets within the microrobot structure, a shell-like geometry was specifically designed. Despite manufacturer assurances of uniform magnet dimensions, slight deviations commonly occur at the microscale, significantly affecting fabrication accuracy. To accommodate such variations, the shell dimensions were intentionally designed to be slightly larger than the nominal magnet size. This design ensures reliable magnet embedding, despite dimensional inconsistencies. Following the development step, residual uncured resin may remain within the shell cavity. To address this, post-processing UV exposure was performed to cure any residual resin, thereby tightly securing the magnet inside the polymeric structure.
In the Nanoscribe system, the origin is defined as the spatial position where the user initiates the printing process by pressing the “Start” button. However, the actual starting point of the printed structure can differ significantly from this designated origin due to the complexity of the robot geometry and internal design features. Therefore, accurate identification and calibration of the printing origin were essential to precisely encapsulate the magnets within the polymeric robot structures.
To address the absence of explicit origin markers within the Nanoscribe graphical interface, we implemented a calibration procedure. Specifically, we first printed a cross-shaped reference marker onto the substrate, ensuring its geometric center aligned exactly with the defined origin (Figure 1(d)). By visually identifying and digitally marking this cross on-screen, a consistent, accurate, and reproducible printing reference point was established for subsequent fabrication runs.
Due to intricate robot designs, the origin position and actual print-start location frequently differ, necessitating careful tracking of the offset between these two points. Precisely determining this spatial relationship was critical to guarantee correct magnet encapsulation within the intended microrobot geometry. To simplify this alignment challenge, one corner of the embedded magnet (or equivalently, the corresponding corner of the designed shell structure) was consistently designated as the origin during design and printing. Using straightforward geometric relationships, the necessary stage movements to ensure accurate positioning were calculated according to the following equations:
where Xstage and Ystage represents the adjusted coordinates for the printing stage to ensure the defined origin precisely aligns with the magnet’s designated corner (Figure 1(e)). Through this calibration and offset procedure, we consistently achieved accurate and reliable magnet placement within the microrobot structures.
In this work, IP-S photoresist was selected for robot fabrication due to its compatibility with the 25x objective lens, low shrinkage, high mechanical stability, excellent surface finish, and proven biocompatibility [30]. Careful optimization of printing parameters was crucial to avoid bubble formation during the direct laser exposure of the magnet surface. Through empirical testing, optimal printing parameters were determined. It was established that the default DiLL and oil-immersion parameters provided by the Nanoscribe system—specifically, laser power of 50 mW and scanning speed of 100k μm/s—were sufficient to produce bubble-free, high-quality microrobots, given the protective coating of the micro-magnets.
Following printing, the fabricated samples were developed to remove unpolymerized resin. The development process consisted of immersing the samples in Propylene glycol methyl ether acetate (PGMEA) for 20 minutes, followed by rinsing with Isopropanol (IPA) for 30 seconds. After development, additional UV exposure was applied when necessary to ensure thorough curing. Finally, microrobots were carefully detached from the substrate using precision tweezers.
Case One: Microrobots with a Single Pre-Coated Magnet
2.4
Microrobots powered by magnetic fields typically rely on a single embedded magnet or a uniformly magnetized body to achieve locomotion, manipulation, and steering within micro-scale environments. To demonstrate the capability of our direct magnet integration approach, we first fabricated a simple microrobot embedding a single magnet.
Micro-magnets utilized in this case were obtained directly from SuperMagnetMan. To mitigate potential bubble formation during laser exposure, nickel-coated NdFeB cubic permanent magnets with standardized dimensions of 250 μm were selected.
Figure 1(c)(i) illustrates the fabrication setup for single-magnet microrobots (exemplified here by a magnetic tumbling microrobot) using the Dip-in Laser Lithography (DiLL) mode. In this configuration, a customized fixture containing multiple predefined molds is placed above a transparent substrate. The objective lens, immersed directly into the liquid photoresist below the substrate, polymerizes the structure around the magnet, encapsulating it precisely within the microrobot.
Using this fabrication strategy, two distinct robot types— swimming microrobots (Figure 1(g)(i)) and tumbling microrobots (Figure 1(g)(ii)— were successfully printed and will be presented in subsequent sections.
Case Two: Microrobots with Multiple Pre-Coated Magnets
2.5
Building upon the successful demonstration of single-magnet microrobots, our approach was extended to fabricate microrobots integrating multiple magnets with identical polar orientations. Such multi-magnet arrangements significantly enhance the microrobot’s manipulation capabilities, directional control, and complexity of achievable motion, beneficial for precision manipulation. Micro-magnets utilized in this case were also the nickel-coated NdFeB cubic permanent magnets with standardized dimensions of 250 μm.
Figure 1(c)(ii) presents a schematic of the fabrication process for multi-magnet microrobots using the oil-immersion mode. In this configuration, both the fixture and magnets are positioned on the same side of the substrate, with the printing space located between the substrate and the fixture. This arrangement facilitates more accurate magnet alignment and ensures proper encapsulation within the polymer body.
Using this method, we successfully fabricated a functional magnetic micro-gripper (Figure 1(g)(iii)), demonstrating the practical versatility and scalability of our direct-printing strategy for creating more complex, multi-magnet microrobotic systems.
Case Three: Microrobots with a single Uncoated Magnet
2.6
To further extend the applicability of the direct printing approach, we investigated the fabrication of microrobots incorporating uncoated permanent magnets. In this case, commercially supplied 100 μm cubic NdFeB micro-magnets without surface protection were first coated in-house using a sputtering process to enhance their surface stability during two-photon polymerization.
The commercially supplied micro-magnets were coated with a 0.5 μm tantalum (Ta) layer using DC magnetron sputtering (Ta, 99.99%) in an AJA International ATC-2000 system. Tantalum was selected for its biocompatibility, corrosion resistance, and paramagnetic properties, which make it suitable for biomedical microrobotic applications. Prior to deposition, the sputtering chamber was evacuated to a base pressure of 1 × 10^−7^ Torr. Ta films were deposited at 300 W DC power and room temperature, with a pure argon (Ar) gas flow rate of 30 sccm, resulting in a working pressure of 5 mTorr during deposition.
Atomic Force Microscopy (AFM, Bruker Dimension Icon) surface topography maps (5 × 5 μm) and statistical analyses confirmed that the Ta coating effectively reduced nanoscale roughness (Figure 1(f)). The average roughness (Ra) decreased from approximately 112 nm to 81.8 nm (≈ 27% reduction), and the root-mean-square roughness (Rq) decreased from 137 nm to 112 nm (≈18% reduction). More importantly, the coating significantly improved the print quality during two-photon polymerization (TPP). Prior to coating, bubble nucleation and edge retraction frequently occurred near the magnet surface, resulting in irregular or incomplete structures. After Ta deposition, the printed features were smooth, void-free, and dimensionally consistent.
We attribute this improvement to multiple interrelated effects of the sputtered Ta layer. The DC-sputtered Ta film rapidly forms a thin, high-energy oxide that enhances photoresist wetting; the dense metallic layer acts as an outgassing barrier, suppressing bubble formation during laser exposure and curing; and the metallic interlayer improves interfacial adhesion and stress tolerance under thermal and UV cycling. Collectively, the Ta coating not only smooths the surface morphology but, more critically, modifies the surface chemistry and transport properties, eliminating print-blocking failure modes observed on bare magnets and enabling reliable, reproducible fabrication of magnetically embedded microrobots.
After the surface modification, the fabrication procedure followed the same protocol established for the microrobot with pre-coated magnets. The fixture was mounted on one side of the substrate, and the microrobot body was printed directly around the magnet using the Dip-in Laser Lithography (DiLL) mode. Laser power and scanning speed were kept identical to those optimized in the pre-coated case. Using this method, we successfully fabricated a functional magnetic MMT incorporating a sputter-modified uncoated magnet, demonstrating reliable structural integrity, strong polymer–magnet bonding, and precise magnetic alignment (Figure 1(g)(iv)).
Results and Discussion
3
Controlled Navigation of the Swimming Microrobots
3.1
Figure 2(a) provides detailed information regarding the geometric design of the swimming microrobot. The magnetic moment of the embedded magnet is aligned perpendicular to the helical axis, a common configuration that facilitates efficient propulsion under a rotating magnetic field.
In conventional microrobot fabrication, the fragile connection between the magnetic head and the flexible helical tail often poses challenges during post-printing magnet insertion. Such delicate assembly processes frequently result in structural damage or misalignment, lowering yield and reproducibility. In contrast, the direct-printing strategy introduced in this study significantly improves the structural integrity and assembly efficiency. By embedding the magnet during the printing process itself, the robot can be fabricated as a single cohesive structure with a much higher success rate.
Given that the 250μm magnet embedded in the swimmer head is significantly stronger than those used in our previous designs, a higher-viscosity fluid was selected to provide increased damping and ensure more stable and controllable motion during testing. Therefore, as shown in Figure 2(b), a sample holder filled with silicone oil (40 cSt, Alfa Aesar) was used to suspend the microrobot at the center of a magnetic field generator (MFG-100i, MagnebotiX), which provided a uniform magnetic field strength of 5 mT. The actuation frequency was manually adjusted to evaluate the microswimmer’s performance across a range of frequencies.
Microswimmer performance was quantified using two metrics: forward velocity, defined as motion parallel to the direction of the rotating field, and drift velocity, representing deviation from the intended trajectory. The frequency-dependent responses are illustrated in Figure 2(c). All experiments are conducted at room temperature of 20 °C. At low frequency, drift velocity exceeded forward velocity, indicating significant wobble and inefficient propulsion at low torque. As the frequency increased, forward velocity peaked at 80 Hz, while drift decreased sharply, reflecting optimal torque transfer and stable forward motion. Beyond 80 Hz, a decline in forward velocity and rise in drift velocity indicated step-out behavior, where the microrobot fails to synchronize with the rotating field, leading to instability.
Although 80 Hz corresponded to the swimmer’s peak forward velocity, a slightly higher frequency of 100 Hz was selected for the navigation demonstration to achieve more stable control and enhanced visual tracking, enabling the swimmer to be effectively navigated along complex trajectories. To demonstrate controlled navigation, the swimmer was actuated at 100 Hz and 5 mT and manually guided to trace predefined shapes. As shown in Figure 2(d), the swimmer successfully traced the letters “P” and “U,” demonstrating its potential for programmable path-following and targeted delivery applications.
Frequency Response of the MicroTumblers
3.2
Figure 3(a) illustrates the schematic design and operating principle of the MicroTumbler, adapted from our previous design framework [31, 32]. The MicroTumbler integrates a pre-coated permanent magnet for magnetic actuation and features a hollow cavity that can be used for drug loading. A grid structure is included for wax sealing, using temperature-sensitive wax to prevent premature release of the encapsulated therapeutic agents. The design enables controlled drug delivery in targeted environments. In this study, we investigated its locomotion behavior across varying actuation frequencies and incline angles to evaluate performance under different terrain conditions.
All experiments were conducted in a dry environment to eliminate fluidic damping and isolate mechanical interaction with the substrate. The MicroTumbler was placed inside a custom-built test chamber featuring an angled surfaces with inclinations of 0°, 5°, 15°, and 30°. It was actuated by a rotating magnetic field generated beneath the chamber. The actuation field was produced using a cylindrical NdFeB permanent magnet (2.54 cm diameter × 2.22 cm height, Cyl1875, SuperMagnetMan) mounted on a two-degree-of-freedom motorized holder (Figure 3(b)). The magnet was rotated at discrete frequencies of 3, 3.5, 4, 4.5, and 5 Hz, inducing a magnetic torque that propelled the magnetized microrobot. The magnetic flux density at the microrobot’s location was estimated to range from 12.5 to 19.4 mT, depending on the orientation of the magnet relative to the robot’s magnetic moment [1]. A FLIR imaging camera equipped with a TAMRON lens was mounted directly above the chamber to capture real-time motion of the microrobot, while an AmScope fluorescent ring light (Model No. FRL8) was used to enhance visual contrast during recording. Figure 3(b) shows the physical and schematic setup used for the tests.
As shown in Figure 3(c), the MicroTumbler’s speed generally increased with higher actuation frequencies across all incline angles. Standard deviations were generally low (typically less than 1 mm/s), indicating stable and repeatable motion. However, higher variability was observed under certain conditions, which may result from partial slipping or the robot being temporarily displaced far from the rotating magnetic field center. In such cases, the MicroTumbler was observed to snap back toward the magnetic axis, introducing abrupt velocity changes and greater measurement uncertainty.
Precise Manipulation of the Micro-Gripper
3.3
The magnetic micro-gripper used in this study builds upon a dual-mode actuation concept developed in our previous work [33]. As illustrated in Figure 4(a), the gripper consists of two oppositely magnetized blocks embedded at the tips of compliant arms, enabling both controlled deformation and magnetic propulsion. The compliant hinge allows for reversible opening and closing in response to external magnetic torques, while a central through-hole at the end effector expands its ability to grasp and manipulate larger objects. Gradient magnetic fileds are used for locomotion.
To characterize the gripping response, we applied magnetic fields of increasing strength and measured the resulting gripper opening. The experimental setup was consistent with that used for the swimmer experiments (Figure 2(b)). The gripper was suspended in silicone oil (40 cSt, Alfa Aesar) within a sample holder, and magnetic fields were applied using the MFG-100i system. Actuation and manipulation were recorded using a FLIR camera mounted above the chamber and illuminated by a fluorescent ring light. As shown in Figure 4(b), the gripper exhibited a progressive increase in opening displacement. This range demonstrates the gripper’s capability to dynamically adapt to objects of varying size. Representative micrographs (inset) show the deformation under 2 mT and 20 mT actuation.
A representative demonstration of the gripper’s precise manipulation capabilities is shown in Figure 4(c). The gripper was used to grasp and rearrange three micro-objects: two spheres (200 μm and 250 μm in diameter) and one cube (250 μm per side). Through a sequence of controlled locomotion and gripping actions, the objects were arranged into a straight line, illustrating the gripper’s ability to perform deterministic object placement with high spatial accuracy.
Frequency Response of the mini-MicroTumblers (MMTs)
3.4
Figure 5(a) shows the schematic design and dimensional parameters of the mini-MicroTumbler (MMT), which operates under the same magnetic actuation principle as the MicroTumbler but is fabricated using a sputter-treated magnet. The MMT incorporates a single embedded permanent magnet oriented orthogonally to its geometric axis. When subjected to a rotating magnetic field, the embedded magnet experiences a magnetic torque that induces periodic edge-over-edge tumbling motion, converting rotational actuation into linear translation along the substrate.
The MMT was fabricated using the DiLL method described in Section II. In contrast to the MicroTumbler, which employed a 250 μm pre-coated magnet, the MMT utilized an uncoated 100 μm cubic NdFeB magnet that was surface-smoothed via sputtering prior to printing. This treatment effectively improved surface roughness and optical clarity, preventing bubble formation during the two-photon polymerization (TPP) process and ensuring stable polymer encapsulation around the magnet.
Locomotion testing was conducted the same as in the case of the MicroTumbler (Figure 3(b)). All experiments were conducted in a dry environment and the tumbler was actuated by a rotating magnetic field. The actuation frequency was varied from 3 Hz to 5 Hz, and real-time motion was captured using an inverted microscope equipped with a FLIR digital camera. As shown in Figure 5(b), the translational velocity of the MMT increased steadily with frequency, showing the repeatability and stability of the tumbling motion. The inset schematic illustrates the direction of the rotating magnetic field, the induced magnetic moment, and the resulting tumbling trajectory.
These results confirm that the sputtering-treated magnet enables reliable micro-scale fabrication and stable magnetic actuation, demonstrating that the direct-printing approach can accommodate both pre-coated and in-house treated magnets. The MicroTumbler thus serves as a validation platform for extending the MagPrint process toward smaller, high-precision microrobotic systems.
Conclusion
4
In this study, we proposed and validated a new direct-printing approach for microrobot fabrication that integrates permanent magnets directly into the microrobot structure using two-photon polymerization. This method significantly enhances fabrication reliability by avoiding post-printing magnet insertion and enabling monolithic design integration. We demonstrated the versatility of this approach by fabricating and testing three representative microrobotic systems: a helical microswimmer, a tumbling microrobot, a magnetically actuated micro-gripper, and a mini-MicroTumbler incorporating a sputter-modified magnet for improved material compatibility.
The microswimmer, printed with an embedded 250 μm magnet, showed peak forward propulsion at 80 Hz in a viscous medium and revealed clear step-out behavior at higher frequencies, offering insights for optimizing swimming performance in real fluids. The tumbling microrobot exhibited stable locomotion across varied terrain inclinations under low-frequency magnetic actuation, with repeatable and controllable motion suitable for surface-based targeted delivery. The compliant micro-gripper demonstrated dual-mode magnetic actuation, with gripper opening precisely controlled by uniform fields and locomotion enabled by field gradients. Its successful manipulation and alignment of diverse micro-objects validated the platform’s dexterity and reliability.
To extend the fabrication method to uncoated magnets, we introduced a sputtering-based surface modification process that improves the chemical compatibility between magnetic materials and photoresists. This modification enables reliable encapsulation of uncoated magnets without compromising magnetic performance. The successful fabrication of the mini-MicroTumbler demonstrates that the proposed approach is compatible with both pre-coated and surface-modified magnets, greatly enhancing material flexibility and broadening the applicability of the direct-printing process to diverse microrobotic platforms.
While in this paper we primarily demonstrated the capability to fabricate a single microrobot at a time, the proposed direct-printing strategy is inherently scalable and amenable to batch production. By designing the magnet-holding fixtures in array configurations, multiple microrobots can be fabricated simultaneously within a single print job. As long as sufficient spacing is maintained between embedded magnets to prevent interference during laser scanning and structure development, patterning multiple robots does not compromise print fidelity or magnetic alignment. This parallelizable fabrication process offers significant time efficiency and cost advantages over traditional single-unit printing or post-assembly approaches. The ability to scale up microrobot production while maintaining high structural precision and magnetic functionality opens the door to high-throughput manufacturing for applications in microrobotic swarms, targeted delivery platforms, and lab-on-a-chip systems.
Overall, our results establish the direct magnet-embedding strategy as a robust, flexible, and scalable solution for developing complex, multi-functional microrobots. Future work will focus on batch production and miniaturizing magnetic elements through integration of magnetic particles or patterned films to reduce field strength requirements and further expand application possibilities in in vivo environments.
The reference list from the paper itself. Each links out to its DOI / PubMed record.
- 1Niedert E.E., Bi C., Adam G., Lambert E., Solorio L., Goergen C.J., Cappelleri D.J.: A tumbling magnetic microrobot system for biomedical applications. Micromachines 11(9), 861 (2020)32957563 10.3390/mi 11090861 PMC 7569920 · doi ↗ · pubmed ↗
- 2Erkoc P., Yasa I.C., Ceylan H., Yasa O., Alapan Y., Sitti M.: Mobile Microrobots for Active Therapeutic Delivery. Advanced Therapeutics 2(1), 1800064 (2019) 10.1002/adtp.201800064 · doi ↗
- 3Khalil I.S., Tabak A.F., Sadek K., Mahdy D., Hamdi N., Sitti M.: Rubbing against blood clots using helical robots: Modeling and in vitro experimental validation. IEEE Robotics and Automation Letters 2(2), 927–934 (2017)
- 4York P.A., Peña R., Kent D., Wood R.J.: Microrobotic laser steering for minimally invasive surgery. Science Robotics 6(50), 5476 (2021)
- 5Jancik-Prochazkova A., Ariga K.: Nano-/microrobots for environmental remediation in the eyes of nanoarchitectonics: Toward engineering on a single-atomic scale. Research 8, 0624 (2025)39995898 10.34133/research.0624 PMC 11848434 · doi ↗ · pubmed ↗
- 6Popa D.O., Stephanou H.E.: Micro and mesoscale robotic assembly. Journal of manufacturing processes 6(1), 52–71 (2004)
- 7Tan L., Cappelleri D.J.: Responsive hydrogel-based modular microrobots for multi-functional micromanipulation. Small 20(47), 2404311 (2024)39040007 10.1002/smll.202404311 PMC 11579957 · doi ↗ · pubmed ↗
- 8Tan L., Cappelleri D.J.: Design, Fabrication, and Characterization of a Helical Adaptive Multi-Material Micro Robot (HAMMR). IEEE Robotics and Automation Letters 8(3), 1723–1730 (2023)