Effect of chemical post-processing on the compressive strength of MSLA 3D printed orthodontic models: an in vitro comparative study
Neha Choudhary, Deepankar Bhatnagar, Swapna Sreenivasagan, Komal Yadav

TL;DR
This study compares how different chemical treatments affect the strength of 3D-printed dental models used in orthodontics.
Contribution
The study empirically evaluates the impact of acetone, propylene glycol, and isopropyl alcohol on the compressive strength of MSLA-printed orthodontic models.
Findings
Propylene glycol increased compressive strength compared to the untreated control, but with high variability.
Acetone significantly reduced compressive strength compared to the untreated control.
Isopropyl alcohol had compressive strength similar to the untreated control.
Abstract
Three-dimensional (3D) printing, particularly Masked Stereolithography (MSLA), has emerged as a transformative technology in orthodontics for the fabrication of precise dental models. However, the mechanical integrity of these models, especially compressive strength, is critical during procedures such as thermoforming of clear aligners. This study aimed to evaluate the effect of different chemical post-processing methods on the compressive strength of MSLA-printed dental models. A total of 40 cylindrical resin samples (10 mm in height and 5 mm in diameter) were fabricated using an MSLA printer and divided into four groups (n = 10). Group 1: untreated group (acted as the control group), while Groups 2, 3, and 4 were treated with acetone, propylene glycol, and isopropyl alcohol, respectively. All treated samples were immersed in their respective chemicals for 5 min at room temperature.…
Genes, proteins, chemicals, diseases, species, mutations and cell lines named across the full text — each resolved to its canonical identifier and authoritative record.
Click any figure to enlarge with its caption.
 Figure 1
Figure 1 Figure 2
Figure 2 Figure 3
Figure 3 Figure 4
Figure 4 Figure 5
Figure 5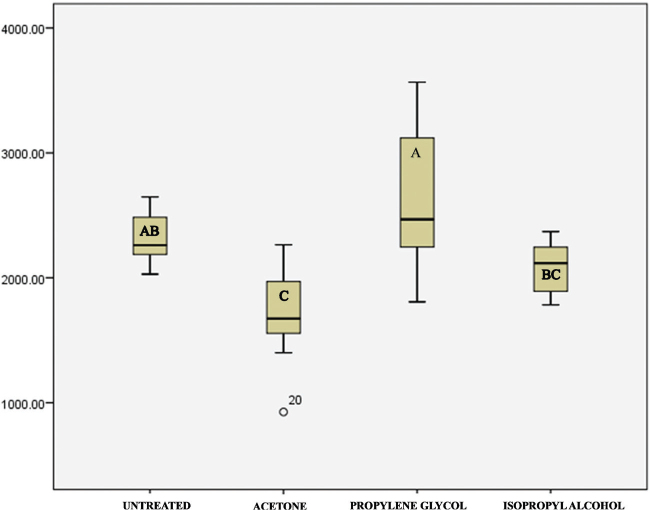 Figure 6
Figure 6| GROUP ACCORDING TO SOLVENT |
| Mean | Standard deviation | Standard error | 95% confidence interval for mean | 95% confidence interval for mean |
|---|---|---|---|---|---|---|
| Lower bound | Upper bound | |||||
| UNTREATED | 10 | 2308.9770 | 198 | 62.89369 | 2166.7016 | 2451.2524 |
| ACETONE | 10 | 1689.3930 | 377 | 119.51714 | 1419.0264 | 1959.7596 |
| PROPYLENE GLYCOL | 10 | 2626.3460 | 611 | 193.21918 | 2189.2538 | 3063.4382 |
| ISOPROPYL ALCOHOL | 10 | 2084.3060 | 211 | 66.89811 | 1932.9720 | 2235.6400 |
| Total | 40 | 2177.2555 | 507 | 80.30882 | 2014.8156 | 2339.6954 |
| Source of variation | Sum of squares | df | Mean square |
| Sig. |
|---|---|---|---|---|---|
| Between Groups | 4656822.592 | 3 | 1552274.197 | 10.340 | .000 |
| Within Groups | 5404407.496 | 36 | 150122.430 | ||
| Total | 10061230.088 | 39 |
| GROUP ACCORDING TO SOLVENT |
| Mean | Standard deviation | Standard error | 95% confidence interval for Mean | 95% confidence interval for Mean |
|---|---|---|---|---|---|---|
| Lower bound | Upper bound | |||||
| UNTREATED | 10 | 107.5950 | 35 | 11.13864 | 82.3976 | 132.7924 |
| ACETONE | 10 | 86.0390 | 19 | 6.08667 | 72.2700 | 99.8080 |
| PROPYLENE GLYCOL | 10 | 138.8520 | 48 | 15.28735 | 104.2696 | 173.4344 |
| ISOPROPYL ALCOHOL | 10 | 106.1520 | 10 | 3.40704 | 98.4447 | 113.8593 |
| Total | 40 | 109.6595 | 36 | 5.70905 | 98.1119 | 121.2071 |
| STRENGTH IN MPa | |||||
|---|---|---|---|---|---|
| Source of variation | Sum of squares | df | Mean square |
| Sig. |
| Between Groups | 14266.948 | 3 | 4755.649 | 4.680 | .007 |
| Within Groups | 36578.502 | 36 | 1016.070 | ||
| Total | 50845.450 | 39 | |||
| (I) GROUP ACC. TO SOLVENT | (J) GROUP ACC. TO SOLVENT | Mean Difference (I-J) | Std. Error | Sig. |
|---|---|---|---|---|
|
|
|
|
|
|
| PROPYLENE GLYCOL | –317.36900 | 173.27575 | .276 | |
| ISOPROPYL ALCOHOL | 224.67100 | 173.27575 | .571 | |
|
|
|
|
|
|
|
|
|
|
| |
| ISOPROPYL ALCOHOL | –394.91300 | 173.27575 | .122 | |
|
| UNTREATED | 317.36900 | 173.27575 | .276 |
|
|
|
|
| |
| ISOPROPYL ALCOHOL | 542.04000* | 173.27575 | .017 | |
| ISOPROPYL ALCOHOL | UNTREATED | –224.67100 | 173.27575 | .571 |
| ACETONE | 394.91300 | 173.27575 | .122 | |
| PROPYLENE GLYCOL | –542.04000* | 173.27575 | .017 |
Peer Reviews
No public reviews on file for this paper yet. If you reviewed it on a platform where reviews are public (OpenReview, ICLR, NeurIPS, ICML), you can paste yours below so the community can read it here.
Videos
No videos yet. Explain this paper in a talk, walkthrough, or lecture? Add one.
Taxonomy
TopicsDental materials and restorations · Orthodontics and Dentofacial Orthopedics · 3D Printing in Biomedical Research
Introduction
The advent of three-dimensional (3D) printing technology has revolutionised digital dentistry by facilitating rapid prototyping and fabrication of highly accurate dental models [1]. Among various 3D printing techniques, Masked Stereolithography (MSLA) has become increasingly favoured for its accuracy, precision, cost-effectiveness, and capacity to intricate fine surface details. Masked Stereolithography employs a light source that is filtered through a liquid-crystal display (LCD) screen to precisely cure photosensitive resin layers, resulting in the formation of complex dental structures with exceptional dimensional precision [2, 3].
In the workflow of MSLA 3D printing, post-processing plays a vital role that significantly impacts the mechanical and functional performance of the printed object. Generally, this process involves washing or cleaning the printed model with a solvent such as isopropyl alcohol to eliminate uncured resin, and then subjecting it to post-curing under ultraviolet light to enhance polymerisation [4, 5]. Nonetheless, variations in post-processing – especially regarding the selection and approach of chemical treatment – have a considerable impact on the mechanical properties of the final product, including compressive strength, which is crucial for the practical use of dental models, especially in areas such as aligner fabrication, prosthodontics, and occlusal assessment [6].
Previous studies have shown that failing to fully eliminate uncured resin or excessive exposure to solvents can negatively impact the strength of the material, surface roughness, and dimensional stability. Conversely, suitable chemical post-processing can strengthen polymer crosslinking and enhance the structural integrity of the printed model [7]. However, there is scarcity of literature comparing the impact of different chemical post-processing methods on the compressive strength of MSLA-printed dental models. The mechanical resilience of these models under compressive forces is essential for their application in clinical and laboratory environments, highlighting a significant area that justifies more investigations [8].
Therefore, this study aims to assess and compare the effect of different chemical post-processing liquids on the compressive strength of dental models fabricated using MSLA 3D printing technology. Understanding the relationship between post-processing techniques and mechanical performance will help optimise the workflow and ensure reliability in clinical outcomes.
Materials and methods
This study involved the fabrication of 40 cylindrical test samples utilising a MSLA 3D printer (Ackuretta, Ackuretta Technologies Pvt. Ltd.). The photopolymer resin used for printing was Anycubic Standard LCD Molding Resin (Anycubic, China), designed for high-resolution applications in dental modelling. The digital models were developed using Computer-Aided Design (CAD) software and transformed into STL file format, which was subsequently processed using the manufacturer’s suggested slicing software to produce compatible print files for the MSLA printer (Figures 1 and 2).
Masked stereolithography (MSLA) 3D printer (Ackuretta, Ackuretta Technologies Pvt. Ltd.)
Cylindrical specimens fabricated for compressive strength testing.
Each sample was designed in accordance with the EN ISO 604:2002 standard, which outlines the dimensions necessary for the determination of compressive properties of plastics. Cylindrical samples were fabricated with a diameter of 5 mm and a height of 10 mm as shown in Figure 3, achieving a diameter-to-height ratio (x/L) of 0.5, thereby fulfilling the standard requirement of a ratio ≥ 0.4 for valid compressive testing [9]. Following the printing process, the samples underwent a thorough cleaning and curing procedure in accordance with the manufacturer guidelines to ensure consistent polymerisation.
Cylinders of 5mm diameter and 10 mm length.
The 40 samples were allocated randomly into four distinct groups, each group consisting of 10 samples. Group 1 acted as the control and did not undergo any chemical post-processing. Samples from Group 2 were immersed in 99.97% acetone (Tree Fit, ACS/Lab Grade) for a duration of 5 min at room temperature. Samples from Group 3 were immersed in 99.96% propylene glycol (Sharrets, USP/FCC/EP Grade), while Group 4 samples were immersed in 99% isopropyl alcohol (Cero, laboratory grade); both under identical conditions. All chemical baths were performed using 3.3 borosilicate glass beakers, chosen for their resistance to chemicals and ability to withstand thermal changes. After immersion, samples were taken out and allowed to air-dry in a pristine, dust-free environment for 10 min to remove any leftover solvent and ensure surface stabilisation (Figure 4).
Group 2, 3, and 4 samples immersed in 99.97% acetone, 99.96% propylene glycol and 99% isopropyl alcohol, respectively for 5 min at room temperature.
Sample size was calculated using OpenEpi Version 3, incorporating a confidence level of 95% and a statistical power of 80%, based on effect sizes documented in previous studies of the compressive properties of MSLA-printed resins. The determined sample size provided adequate statistical power to identify difference between groups.
Testing for compressive strength was conducted using a Universal Testing Machine (UTM) (Asian Test Equipments, ISO 9001:2008 Certified) (Figure 5). Each sample was orientated vertically along its longitudinal axis, and compression was exerted at a constant crosshead speed of 5 mm/min [10, 11]. The length of each sample was measured at 10.00 mm, accompanied by a cross-sectional area of 19.63 mm². The test was carried out in controlled laboratory conditions (25 ± 2°C), and persisted until the sample demonstrated structural failure. The maximum compressive load (measured in Newtons) was documented for each sample. The maximum compressive load of each sample was divided by the cross-sectional area to obtain the corresponding compressive strength (measured in MPa) for each sample. The outcomes were tabulated and analysed statistically for evaluating and comparing the effect of each chemical post-processing agent on the compressive strength of the MSLA-printed resin samples.
Universal Testing Machine setup for checking compressive strength.
The analysis was conducted using IBM SPSS Statistics software (Version 21). For each group, descriptive statistics, including mean and standard deviation (SD), were calculated. The Shapiro-Wilk test was performed to confirm the normality of data distribution and Levene’s test was performed to assess the homogeneity of variances. One-way Analysis of Variance (ANOVA) test was conducted to identify statistically significant difference among the mean of compressive strength among the four groups. The ANOVA test indicated a significance result (p < 0.05), and subsequent post hoc pairwise comparisons were performed using Tukey’s (Honestly Significant Difference [HSD]) test to determine intergroup differences. A significance threshold of p < 0.05 was set for all the analyses.
Result
The mean values of the maximum compressive load that the samples could withstand before undergoing structural failure are presented in Table 1 and Figure 6. The maximum compressive load varied between 1,689 and 2,626 N. The ANOVA found the compressive strength across the groups to vary with statistical significance (F = 10.340, p < 0.001), indicating that the type of solvent treatment significantly influences the mechanical performance of the printed resin material (Table 2).
Histogram showing compressive strength (measured in Newtons) of the four groups. Letters denote the results of the Tukey’s post-hoc test.
Table 3 shows the corresponding compressive strength values for each group. Propylene glycol group had the highest average compressive strength (138.85 MPa), but also the largest variability (SD = 48), while acetone treated group was found to have the lowest average compressive strength (86.03 MPa) (Tables 3 and 4).
Further elucidating the nature of these variations were post hoc intergroup comparisons applying Tukey’s HSD test (Table 5). Compared to the untreated control group, post-processing washing in propylene glycol and isopropyl alcohol resulted in statistically similar compressive strength, whereas post-processing in acetone led to a significant reduction in compressive strength. Furthermore, post-processing in propylene glycol resulted in significantly higher compressive strength than did post-processing in isopropyl alcohol or acetone.
Discussion
A paradigm shift in appliance fabrication, diagnostic planning, and treatment monitoring has been brought about by the incorporation of 3D printing technologies into orthodontic practice [12]. Because of its better resolution, smooth surface and affordability, MSLA printers have become a popular additive manufacturing method. Notwithstanding these benefits, issues with MSLA printed dental models’ mechanical performance-specifically, their compressive strength – continue to be a drawback in high-pressure applications such as clear aligner thermoforming [13, 14].
The purpose of our study was to examine how the compressive strength of resin-based models created using MSLA printing was affected by three distinct chemical post-processing agents: acetone, propylene glycol, and isopropyl alcohol; some commonly used post processing solvents [5, 15–18].
The result showed that the mechanical behaviour of the printed resin models was greatly impacted by the post-processing treatment. Calibration of compressive strength benchmarks for 3D‑printed dental models is still evolving. There is very little evidence available regarding compressive strength of printed models, which was a motivation to carry out this study. While no formal numeric standard exists, based on research, printed models should be able to withstand a minimum compressive force of 700 N. This would ensure that the model can withstand forces exerted by processes such as thermoforming [8, 13]. Our study found the compressive strength of all the groups to be above this threshold value, indicating that the models are adequate for most of the clinical procedures such as aligner fabrication. In addition, these models would not distort throughout the duration of orthodontic treatment and would serve well for record purposes as well.
This study found the compressive strength of propylene glycol treated group to be the highest. Other investigators have shown that propylene glycol has hygroscopic and somewhat viscous qualities, which may promote polymer cross-linking and interlayer adhesion during post-curing [19]. Propylene glycol may serve as a stabilising agent that improves microstructural cohesion and decreases surface imperfections [20]. However, the high SD found in the propylene glycol group indicates that treatment results may vary, perhaps as a result of uneven solvent absorption or interactions with resin chemistry. This suggests that in order to guarantee reproducibility, future standardisation of immersion time, concentration, and drying procedures is required. Hence, despite the somewhat higher mean compressive strength, it cannot be accurately concluded that propylene glycol is superior to other washing agents. Further investigation is needed into its impact on the compressive strength of models.
On the other hand, acetone is found to jeopardise the integrity of the polymer matrix. Acetone, a potent solvent with high volatility, can cause surface dissolution or encourage the development of microcracks at the interfacial layers, weakening the internal structure of the printed 3D models [21, 22]. These results are consistent with earlier studies showing that acetone degrades dental materials made of polymers [23].
The mechanical properties of the group treated with isopropyl alcohol were intermediate. Because it is effective at removing uncured resin, isopropyl alcohol is frequently used in dental 3D printing workflow for surface cleaning [24]. Although, its impact on internal mechanical properties hasn’t been thoroughly studied. The present study found that isopropyl alcohol treated samples had lower compressive strength than untreated models. This suggests that while isopropyl alcohol may be an effective outer surface cleaner, prolonged exposure may interfere with post-polymerisation or cause unreacted monomers to leach, resulting in reduced structural performance. Washing with isopropyl alcohol can negatively impact the mechanical quality and precision of the models if not handled properly and for the right duration of time. Short isopropyl alcohol washes (~5–10 min) are adequate to remove unreacted monomer and support good biocompatibility, without significantly compromising flexural strength or surface finish [8]. Longer washing time leads to significant deterioration of surface properties [25]. Alcohol diffuses into the resin, creating micro voids and weakening interchain bonds, leading to plasticisation and crazing [24]. For this study, a washing time of 5 min was selected so that all the objectives of post processing washing could be met without compromising the mechanical properties of the model.
The findings have important clinical ramifications, especially when it comes to the fabrication of clear aligners. The dental model must maintain its dimensional accuracy when subjected to localised pressure and heat during thermoforming. Insufficient compressive strength may cause the model to deform, which would compromise the final aligner’s geometric accuracy [13, 26]. As a result, improving post-processing procedures is crucial for maintaining the accuracy and efficacy of orthodontic appliances as well as for model longevity. Proper thermoforming requires that the printed model withstand the vacuum‐forming process. Studies have reported that 3D‑printed models, when post‑cured appropriately, withstood compressive loads of 495 N to 666 N in elastic deformation tests before fragmenting. Under all post‑curing conditions tested, the material sustained compressive loads in the range of 495–666 N. Thus, to avoid deformation during thermoforming, printed models should withstand compressive forces in this same range [27, 28].
In addition, the observed variation in compressive strength results highlights how crucial material solvent compatibility is in post-processing workflows. Propylene glycol’s variability points to inconsistent results, which call for more study on treatment standardisation, interaction mechanisms, and long term stability. Conversely, the negative effects of acetone obviously dissuade its use in post-processing procedures meant to improve mechanical qualities.
With all factors taken into account, this study offers insightful information about the choice of post-processing agents for dental models that are printed using MSLA. It warns against using common solvents such as acetone and isopropyl alcohol carelessly without proper mechanical validation. Exposure to acetone could result in surface dissolution or formation of microcracks within the printed matrix, which may significantly degrade the structural integrity. Isopropyl alcohol, while frequently used in 3D printing workflows, exhibited an intermediate mechanical impact. In addition, this study highlights that propylene glycol could have the potential to be a good washing agent. Propylene glycol has a variable effect on the compressive strength of the models. The large SD in the propylene glycol group suggests that it may have an unpredictable impact on compressive strength and more research is required to solidify its beneficial effects and establish propylene glycol as a suitable washing agent.
The information presented here lends credence to the theory that the functional performance of orthodontic models made using additive manufacturing is significantly influenced by chemical post-processing.
Conclusion
This study demonstrated that chemical post-processing significantly influences the compressive strength of MSLA-printed dental models. Isopropyl alcohol emerged as a good washing solvent. Acetone treatment was found to be deleterious to compressive strength. Propylene glycol could make an acceptable solvent but large variability suggests that further investigation is needed to corroborate the benefits of this agent. The findings underscore the importance of solvent selection in post-processing protocols.
The reference list from the paper itself. Each links out to its DOI / PubMed record.
- 1Attaran M. The rise of 3D printing: the advantages of additive manufacturing over traditional manufacturing. Bus Horiz. 2017;60(5):677–88. 10.1016/j.bushor.2017.05.011 · doi ↗
- 2Schmidleithner C, Kalaskar DM. Stereolithography. London, United Kingdom: Intech Open.
- 3Hull CW, inventor; 3D Systems Inc, assignee. Method of and apparatus for production of three dimensional objects by stereolithography. United States patent US 5,236,637. 1993.
- 4Dizon JR, Gache CC, Cascolan HM, Cancino LT, Advincula RC. Post-processing of 3D-printed polymers. Technologies. 2021;9(3):61. 10.3390/technologies 9030061 · doi ↗
- 5Mayer J, Reymus M, Mayinger F, Edelhoff D, Hickel R, Stawarczyk B. Temporary 3D-printed fixed dental prosthesis materials: impact of postprinting cleaning methods on degree of conversion and surface and mechanical properties. Int J Prosthod. 2021;34(6):784–95. 10.11607/ijp.704833616559 · doi ↗ · pubmed ↗
- 6Groth CH, Kravitz ND, Shirck JM. Incorporating three-dimensional printing in orthodontics. J Clin Orthod. 2018;52(1):28–33.29447128 · pubmed ↗
- 7Riccio C, Civera M, Ruiz OG, Pedullà P, Rodriguez Reinoso M, Tommasi G, et al. Effects of curing on photosensitive resins in SLA additive manufacturing. Appl Mech. 2021;2(4):942–55. 10.3390/applmech 2040055 · doi ↗
- 8Hassanpour M, Narongdej P, Alterman N, Moghtadernejad S, Barjasteh E. Effects of post-processing parameters on 3D-printed dental appliances: a review. Polymers. 2024;16(19):2795. 10.3390/polym 1619279539408505 PMC 11479229 · doi ↗ · pubmed ↗