In Situ Cleaning of Bead Surfaces by Utilizing Continuous High-Power Laser Scanning
Jun Xiao, Ruikun Liu, Xinyu Ge, Weixing Sheng, Shengnan Gai, Shujun Chen

TL;DR
This paper introduces a method for cleaning weld surfaces using a standard high-power laser, improving welding quality by removing contaminants and reducing porosity.
Contribution
The novelty lies in using a conventional continuous high-power laser for in situ cleaning, eliminating the need for specialized short-pulse laser systems.
Findings
Cleaning effectiveness on aluminum alloy surfaces improved with laser power up to 3900 W, then declined due to secondary burns.
Lower laser power failed to remove contaminants, while higher scanning speeds reduced cleaning overlap and efficacy.
Pre-laser cleaning reduced porosity and improved weld quality, with potential for curved surfaces in multi-layer welding.
Abstract
In situ cleaning of the weld area on a substrate or weld beads is performed by adjusting power and the laser scanning speed using a conventional continuous high-power laser typically employed for welding or deposition. This process facilitates the removal of contaminants (e.g., oil residues, metal oxides, and post-weld black ash) and enables efficient planning and execution of the welding process. The influence of varying laser scanning power on the cleaning efficacy of a 6061 aluminum alloy substrate was examined. The findings revealed that, as the laser scanning power increased from 1200 W to 3900 W, the cleaning effectiveness on the aluminum alloy surface initially improved and then diminished. At lower laser scanning power levels, the energy was insufficient to evaporate and disintegrate the surface contaminants, whereas excessively high laser power tended to cause secondary burns…
Genes, proteins, chemicals, diseases, species, mutations and cell lines named across the full text — each resolved to its canonical identifier and authoritative record.
Click any figure to enlarge with its caption.
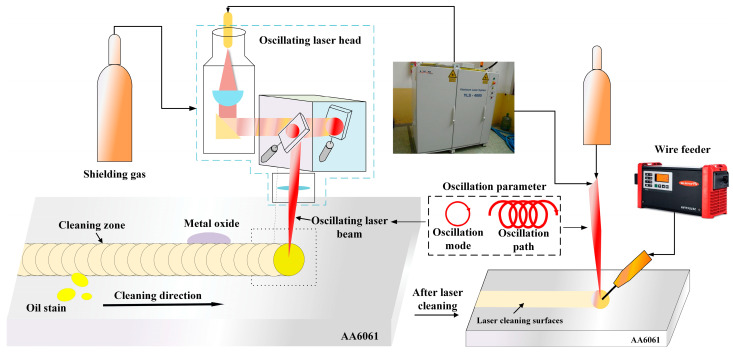 Figure 1
Figure 1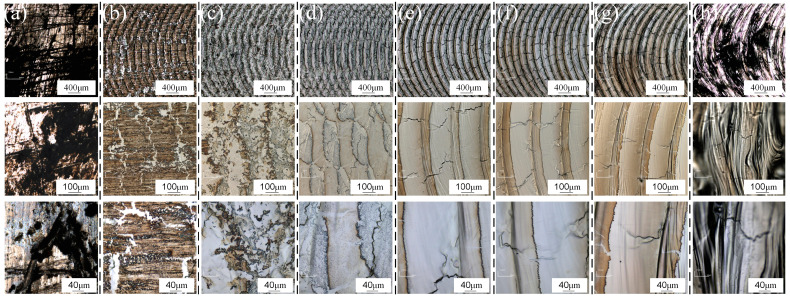 Figure 2
Figure 2 Figure 3
Figure 3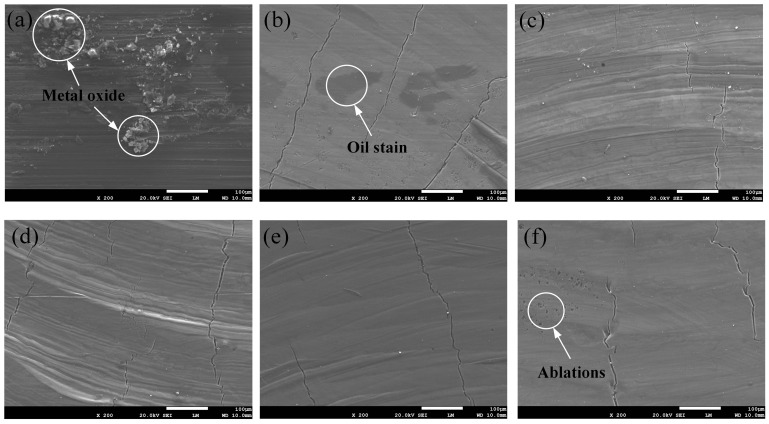 Figure 4
Figure 4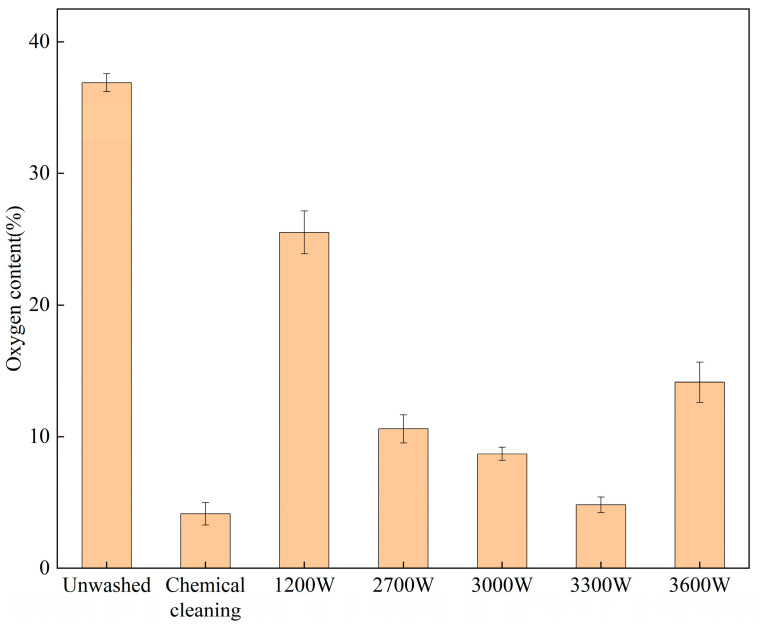 Figure 5
Figure 5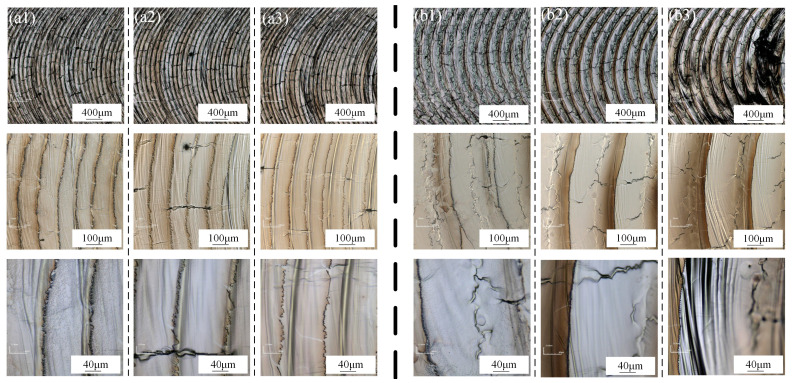 Figure 6
Figure 6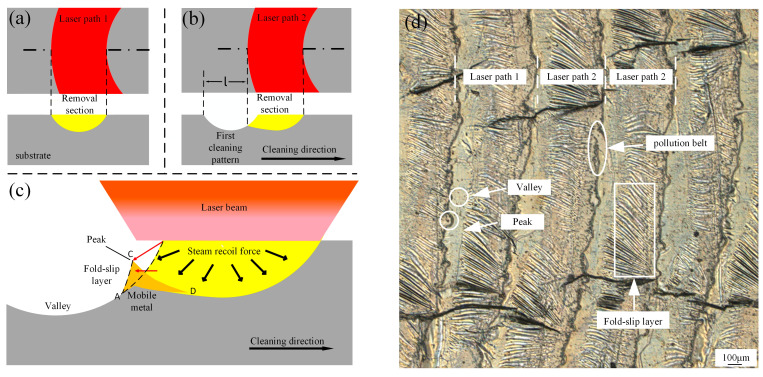 Figure 7
Figure 7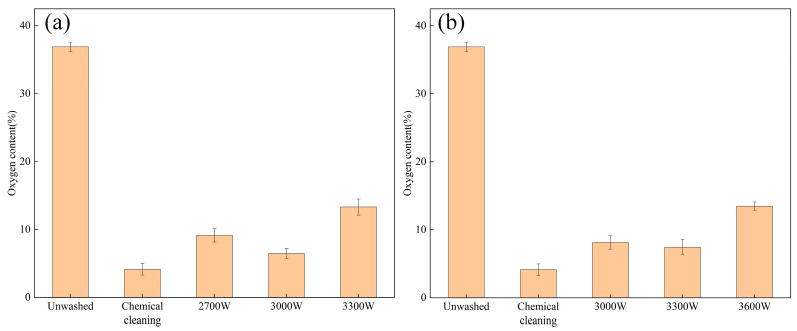 Figure 8
Figure 8 Figure 9
Figure 9 Figure 10
Figure 10 Figure 11
Figure 11 Figure 12
Figure 12Peer Reviews
No public reviews on file for this paper yet. If you reviewed it on a platform where reviews are public (OpenReview, ICLR, NeurIPS, ICML), you can paste yours below so the community can read it here.
Videos
No videos yet. Explain this paper in a talk, walkthrough, or lecture? Add one.
Taxonomy
TopicsWelding Techniques and Residual Stresses · Laser Material Processing Techniques · Additive Manufacturing Materials and Processes