Use of pumice stone and silica fume as precursor material for the design of a geopolymer
Alexis Iván Andrade Valle, Tito Oswaldo Castillo Campoverde, Cristian Andrés Marcillo Zapata, María Gabriela Zúñiga Rodríguez, Andrea Natalí Zárate Villacrés, Marcelo David Guerra Valladares, Mayte Lisbeth Mieles Mariño, Jefferson Javier Castillo Cevallos

TL;DR
This study explores using pumice stone and silica fume to create a geopolymer with improved mechanical properties.
Contribution
The study introduces an optimal 10% silica fume replacement to enhance geopolymer strength.
Findings
A 10% silica fume replacement achieved maximum compressive and flexural strengths of 14.10 MPa and 4.78 MPa.
Geopolymer strength is influenced by factors like sodium silicate ratio, water content, and curing time.
The geopolymer is suitable for non-structural applications but could be improved with finer pumice powder.
Abstract
Geopolymers are alternative materials to cement because they require less energy in their production process; hence, they contribute to the reduction in CO 2 emissions. This study aims to evaluate the possibility of using industrial residues such as silica fume (SF) to improve the physical and mechanical properties of a pumice stone (PS)-based geopolymer. Through an experimental methodology, the process starts with the extraction, grinding, and sieving of the raw material to carry out the physical and chemical characterization of the resulting material, followed by the dosage of the geopolymer mixture considering the factors that influence the resistance mechanical strength. Finally, the physical and mechanical properties of the geopolymer were characterized. This research was carried out in four stages: characterization of the pumice stone, design of the geopolymer through laboratory…
Genes, proteins, chemicals, diseases, species, mutations and cell lines named across the full text — each resolved to its canonical identifier and authoritative record.
Click any figure to enlarge with its caption.
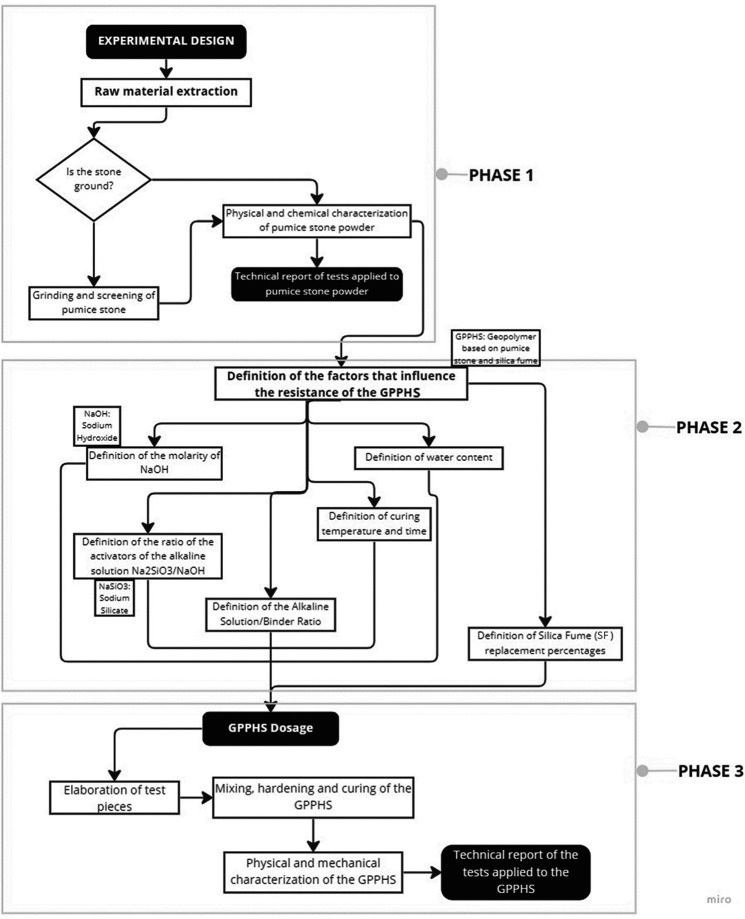 Figure 1
Figure 1 Figure 2
Figure 2 Figure 3
Figure 3 Figure 4
Figure 4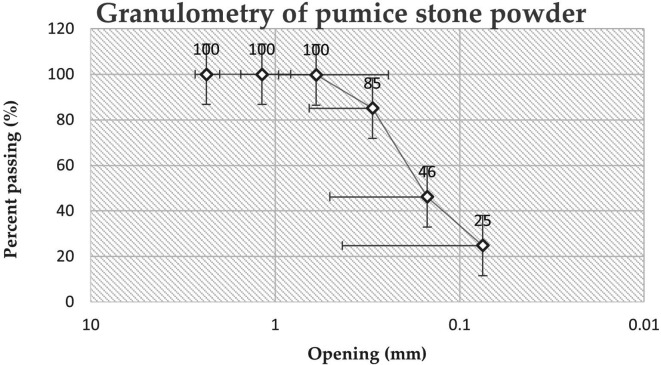 Figure 5
Figure 5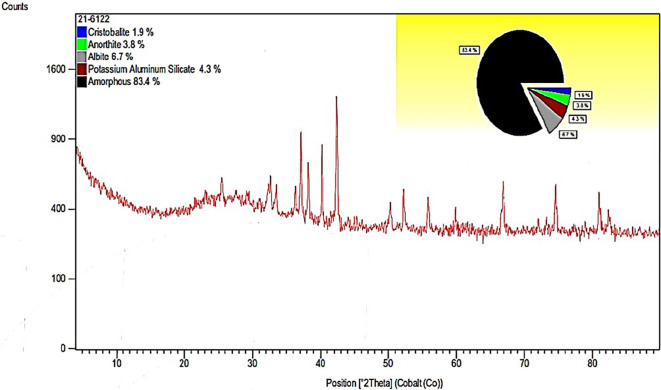 Figure 6
Figure 6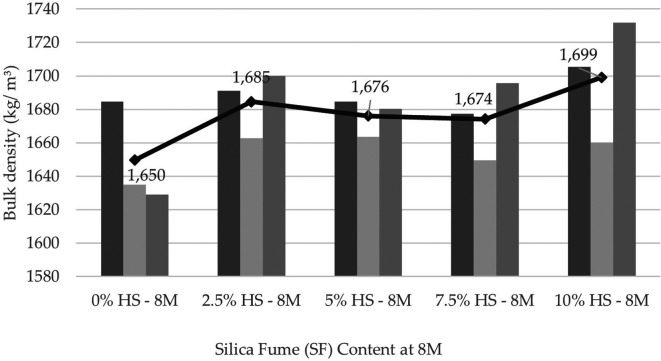 Figure 7
Figure 7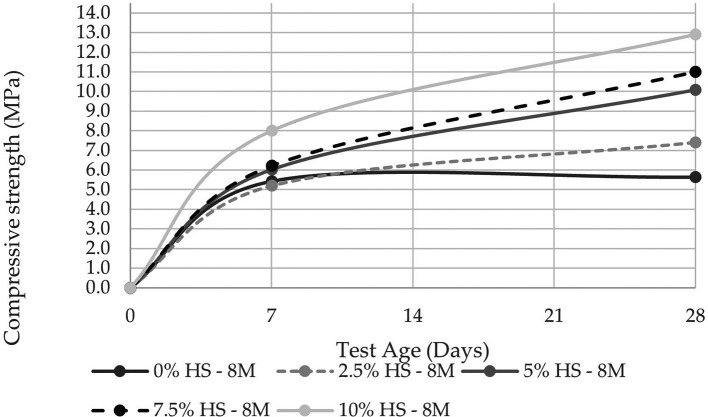 Figure 8
Figure 8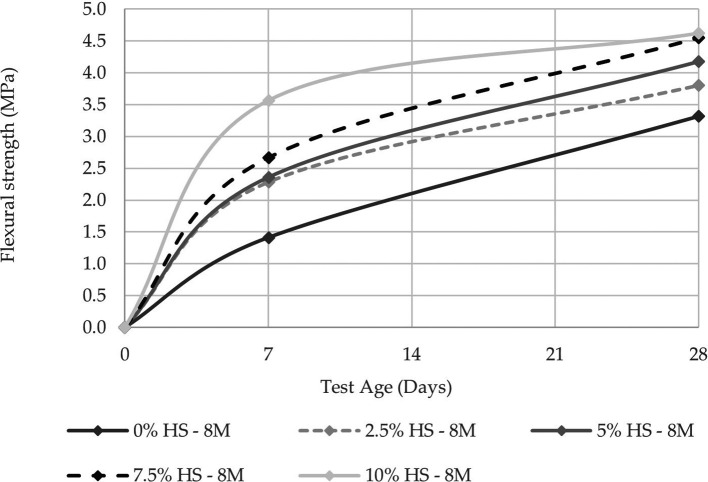 Figure 9
Figure 9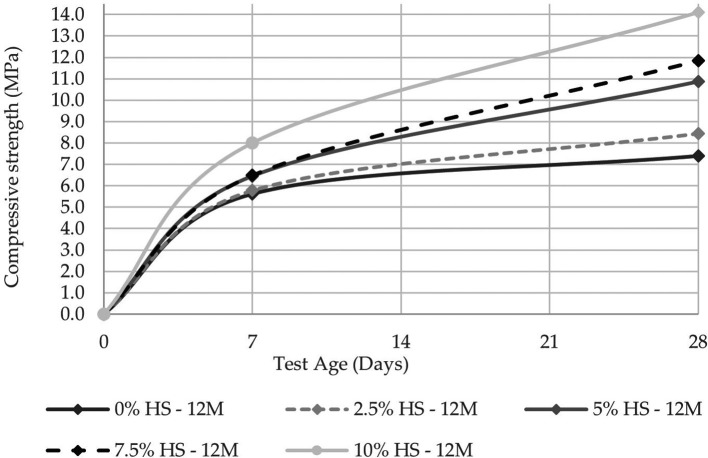 Figure 10
Figure 10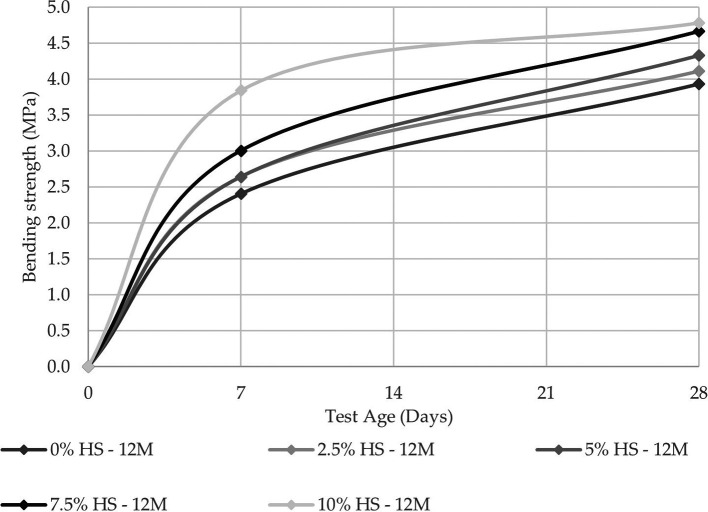 Figure 11
Figure 11| Component | Unit | Composition |
|---|---|---|
| SiO 2 _ | %w/w | 91.10 |
| C free | %w/w | - |
| Sic | %w/w | - |
| MgO | %w/w | 0.27 |
| Fe 2O 3 _ | %w/w | 0.13 |
| Al 2O 3 _ | %w/w | 6.82 |
| CaO | %w/w | 0.47 |
| Na 2O _ _ | %w/w | 0.96 |
| K 2O _ _ | %w/w | 0.34 |
| Parameter | Units | Specifications |
|---|---|---|
| Alkalinity | %Na 2O | 9.2% - 11% |
| Silicon dioxide | %SiO 2 | 27.5% - 29.5% |
| Relationship | SiO 2/Na 2O | 2.9 – 3.2 |
| Concentration | °Be | 41-43 |
| Total solids | %m/m | - |
| Result name | Unit | Specifications |
|---|---|---|
| Appearance | Report | |
| NaOH | % | ≥97.0 |
| Calcium | % | ≤0.005 |
| Chloride | % | ≤0.005 |
| Heavy metals (as Ag) | % | ≤0.002 |
| Iron (Fe) | % | ≤0.001 |
| Magnesium | % | ≤0.002 |
| Mercury (Hg) | ppm | ≤0.1 |
| Nickel (Ni) | % | ≤0.001 |
| Compound nitrogen | % | ≤0.001 |
| Phosphate (PO4) | % | ≤0.001 |
| Potassium (K) | % | ≤0.02 |
| Sodium carbonate | % | ≤1 |
| Factors | Adopted Value | References |
|---|---|---|
| Alkaline Concentration | 8 M and 12 M |
|
| Alkaline Solution/Binder Ratio | 0.35 |
|
| Sodium Silicate/Sodium Hydroxide Ratio | 2.5 |
|
| Water/Binder Ratio | 0.4 |
|
| Curing time | 120 hours |
|
| Curing temperature | 60° |
|
| SF (%) | Concentration of NaOH | Alkaline solution (Na 2 SiO 3 + NaOH) | Binder (kg) | PS powder (kg) | SF (kg) | Na 2SiO 3 (kg) | NaOH (kg) | Water weight (kg) |
|---|---|---|---|---|---|---|---|---|
| 0 | 8 M | 1,369 | 3,912 | 3,912 | - | 0.978 | 0.391 | 1,565 |
| 0 | 12 M | 1,369 | 3,912 | 3,912 | - | 0.978 | 0.391 | 1,565 |
| 2.5 | 8 M | 1,369 | 3,912 | 3,814 | 0.098 | 0.978 | 0.391 | 1,565 |
| 2.5 | 12 M | 1,369 | 3,912 | 3,814 | 0.098 | 0.978 | 0.391 | 1,565 |
| 5.0 | 8 M | 1,369 | 3,912 | 3,716 | 0.196 | 0.978 | 0.391 | 1,565 |
| 5.0 | 12 M | 1,369 | 3,912 | 3,716 | 0.196 | 0.978 | 0.391 | 1,565 |
| 7.5 _ | 8 M | 1,369 | 3,912 | 3,618 | 0.293 | 0.978 | 0.391 | 1,565 |
| 7.5 | 12 M | 1,369 | 3,912 | 3,618 | 0.293 | 0.978 | 0.391 | 1,565 |
| 10 | 8 M | 1,369 | 3,912 | 3,520 | 0.391 | 0.978 | 0.391 | 1,565 |
| 10 | 12 M | 1,369 | 3,912 | 3,520 | 0.391 | 0.978 | 0.391 | 1,565 |
| Compound name | Chemical formula | Percentage |
|---|---|---|
| Cristobalite, syn | SiO 2 | 1.9% |
| Anorthite | CaAl 2Si 2O 8 | 3.8% |
| Albite, calcite, ordered | (Na, Ca) Al (Si, Al) 3 O 8 | 6.7% |
| Potassium aluminum silicate | K Al SiO 4 | 4.3% |
Peer Reviews
No public reviews on file for this paper yet. If you reviewed it on a platform where reviews are public (OpenReview, ICLR, NeurIPS, ICML), you can paste yours below so the community can read it here.
Videos
No videos yet. Explain this paper in a talk, walkthrough, or lecture? Add one.
Taxonomy
TopicsConcrete and Cement Materials Research · Building materials and conservation · Recycling and utilization of industrial and municipal waste in materials production
Introduction
Concrete is the most commonly used construction material in civil engineering applications owing to its physical-mechanical properties, durability, and cost. These advantages compared to other materials imply an increase in the consumption of cement, whose industry is responsible for 8% of CO 2 emissions worldwide according to Ref. 1. This is due to the significant amount of energy required to produce clinker, which is its main component. The Environmental Investigation Agency (EIA) ^ 2 ^ states that strategies must be adopted to optimize the use of cement, such as energy efficiency techniques, changing fuels to those with less carbon, promoting technological innovations, and promoting the efficiency of materials, the latter to reduce the clinker-cement production ratio and its total demand. The EIA also emphasizes that the incorporation of alternative binder materials could be key to reducing emissions from cement production.
Therefore, a new alternative that reduces the use of cement is geopolymers, which are obtained by alkaline activation of materials rich in alumina and silica, such as natural pozzolans, fly ash, and other industrial wastes. ^ 3 ^
Regarding the use of natural pozzolans such as pumice stone (PS) in the production of geopolymers, ^ 4 ^ ^,^ ^ 5 ^ it can be concluded that PS in alkaline-activated geopolymers provides satisfactory compressive strength at 28 days of 12 MPa. Furthermore, Ref. 4 determined that it is possible to use geopolymers with structural and non-structural applications that can reach a compressive strength of up to 24 MPa at 28 days.
Regarding the use of industrial waste, research has focused on the use of fly ash; however, other industrial wastes, such as silica fume (SF), have great potential as precursor materials. From SF it has been shown that its incorporation into geopolymers at 2% by weight means an increase in compressive strength, while at 4% it would decrease it according to, ^ 6 ^ ^–^ ^ 8 ^ however, ^ 9 ^ refers to SF incorporations of up to 5% to obtain satisfactory resistance results. On the other hand, ^ 10 ^ concluded that up to 7% SF addition by weight increased the mechanical properties of the geopolymer, although an increase in the % reduced the resistance.
Therefore, the aim of this study was to characterize the physical and chemical properties of PS to produce a geopolymer with SF alkaline-activated with a solution of sodium silicate and sodium hydroxide at different concentrations.
Methods
In the present investigation a combination of Pumice Stone (obtained from the Cotopaxi deposit, specifically from the “PROFUTURO” quarry), and Silica Fume (obtained from the company “Ferrekret” in Guayaquil) was used as precursor material in replacement percentages of 2.5%, 5% and 7.5%. Moreover, the precursor material used contained approximately 86% of particles of a size smaller than 0.3 mm and 25% smaller than 0.075 mm.
A combination of two alkaline solutions was used as activators: sodium silicate ( ) and sodium hydroxide ( ) in a ratio of 2.5. The concentration of these compounds in the aqueous solution was 8 Mol/l and 12 Mol/l. The reactive used to prepare the activating solutions were solution of 97% purity ( ; in the form of flakes of 97% purity ( ). These were supplied by the RELUBQUIM company.
The mixtures were prepared by mixing the precursor material (combination of Pumice Stone with Silica Fume) and the different activating solutions (varying their molar concentration). The alkaline binder solution ratio was maintained constant and equal to 0.35. The specimens obtained were transported to an oven at 60°C to begin to cure, here they were kept for 120 hours. To proceed to a second curing stage, the specimens were covered with a plastic bag and kept until the testing day at room temperature and humidity (approximately 18°C and relative humidity of 50%).
Once the curing time had elapsed, the 40×40×160 mm prismatic specimens and 50×50×50 cubic specimens were tested to determine their flexural and compressive strength, respectively, for which the mortar standards ^ 11 ^ ^,^ ^ 12 ^ were used, in addition, for the physical characterization of the mixtures (density and absorption), the Ref. 13 standard was used. The specimens after 7 days of curing were subjected to mechanical tests, while after 28 days of curing, the samples were subjected to both physical and mechanical tests ( Figure 1).
Methodology diagram materials.
Pumice Stone (PS)
The PS was obtained from the “Profuturo” mining area with code “201004,” located in the city of Latacunga, Cotopaxi province, with UTM coordinates 764747.34 m E, 9893327. 94 m S, and 2760 m elevation. See Figure 2.
Extracted pumice stone.
Silica fume
This industrial waste ( Figure 3) was purchased from the company “Ferrekret” located in the city of Guayaquil, in a presentation of 5 kg, and was stored in the warehouses of the UNACH Civil Engineering Laboratories in a cool and ventilated environment. Table 1 shows the chemical composition of silica fumes.
Silica fume (SF).
Sodium silicate
This chemical substance was purchased from the company “Relubquim,” located in the city of Quito. It was stored in the warehouses of UNACH Civil Engineering Laboratories, always guaranteeing a cool, ventilated, and dark environment to avoid evaporation. The technical specifications of Sodium Silicate are shown in Table 2.
Table 2.: Technical specifications of Na 2 SiO 3.
Sodium hydroxide
This chemical substance was purchased from the company “Largo Rivera Herwin Roger-Novachem del Ecuador” in Quito. The sodium hydroxide used was solid in the form of flakes/lentils and was stored in the warehouse of the UNACH Environmental Engineering Laboratories, always guaranteeing a cool, ventilated, and dark environment to avoid reaction. See Figure 4. The technical specifications of Sodium Silicate are shown in Table 3.
Sodium hydroxide.
Physical and chemical characterization of pumice stone powder
To physically and chemically characterize the pumice powder, the raw material was extracted with the help of a hammer tree mill, rotary drum, and a 0.6 mm diameter sieve for its mesh.
Physical characterization of pumice powder
One of the determined physical properties of the PS powder is the oven-dry density and absorption under ^ 14 ^ procedures. This test began with the sample drying at a temperature of 110°C ± 5°C until obtaining a mass constant, which was later covered with water and left to rest for 24 ± 4 h. Water was decanted, and the gravimetric method (pycnometer) and the corresponding formulas given by Ref. 15 were applied to determine the density and absorption of the material.
The granulometry and fineness modulus were also determined following the, ^ 15 ^ the material began to be dried at a temperature of 110°C ± 5°C until a constant mass. The necessary sieves (Sieve No. 4) were selected, and mechanical sieving was conducted with 500 g of material to determine the percentage retained and the percentage that passed, which allowed the construction of a granulometric curve.
Chemical characterization of pumice powder
The mineral composition of the PS powder was obtained using X-ray diffraction (XRD), which is an analysis method that was conducted under a. ^ 16 ^ The pumice composition was obtained by performing X-ray diffractometry (XRD) and fineness modulus determination by dry sieving.
The SF replacement percentages for the preparation of the test tubes were defined by a bibliographic review in which it was verified that the percentages are by weight depending on the binder and vary from 2% to 10%. For this area in the present study, it was proposed that the SF replacement rates be 2.5%, 5%, 7.5%, and 10%.
Once the resistance factors and SF percentages were defined, the total volume of geopolymer used for each dosage was established. In this case, a total of six 50 mm cubes and six 40 × 40 × 160 mm beams were necessary, giving a volume of 750 (cm ^3^) and 1536 (cm ^3^), respectively, and an average density of 2200 (kg/m ^3^) obtained ^ 17 ^ was taken as a reference and a waste of 5% was considered.
Table 5 shows the dosages obtained for a variation in SF from 0% (controls) to 10% at concentrations of 8 and 12 M.
Geopolymer mix design
To calculate the amount of materials involved in the manufacture of the geopolymer, it was necessary to identify the factors that influence the resistance of this material according to a preliminary documentary review. Table 4 lists the values adopted for each.
Mixing procedure
The process began with the preparation of an alkaline solution that served as an activator for the mixture, for which the sodium hydroxide solutions were first prepared at the already defined concentrations of 8 and 12 M, and then mixed with sodium silicate.
Sodium silicate and sodium hydroxide solutions were mixed at a ratio of 2.5 for 2 min to form the activating alkaline solution, and to this, the amount of water resulting from the water/binder ratio of 0.40 was added and mixed for 2 min. On the other hand, the PS powder was integrated with the SF for 3 minutes to pour the alkaline solution and mix for another 5 minutes until a homogeneous paste was obtained.
Once the mixture was ready, 50 mm cubes and × 40×40×160 mm beams were manufactured according to the process established in Refs. 14, 15. For this, wooden molds were made, which were cleaned and greased, and the mixture was poured into them, compacted, and eliminated the empty spaces, leaving them to rest for 24 h at room temperature to later proceed with the demolding, labeling, and curing; for the latter. The specimens were placed in a Humboldt Mfg. Co for 120 h at a constant temperature of 60°C.
Once this process was completed, all the test tubes were covered with a plastic film and kept in an environment with a temperature of 18°C and a relative humidity of 50% until the testing times of 7 and 28 days were completed.
Physical and mechanical characterization of the geopolymer
Physical characteristics of the geopolymer
The density of the hardened geopolymer was determined to be Ref. 18 using 50 mm cubic test tubes. It was obtained by taking the dry mass in an oven for 24 h at a temperature of 110°C ± 5°C. Subsequently, the mass of the saturated test tube was measured by immersion for 48 h. Finally, the apparent submerged mass was determined by placing the test tube in the immersion basket. Moreover, the absorption was evaluated using density data.
Mechanical characteristics of the geopolymer
The compressive strength of the obtained geopolymer was evaluated under the guidelines of Ref. 12, using 50 mm cubes that were compacted in two layers, for which three test tubes were necessary for each test age and dosage. The test was carried out in a Humboldt brand universal machine by applying a load on the two faces of the cube at a speed increasing in the range of 900 to 1800 N/s. In addition, the flexural resistance was determined according to Refs. 11, 19, using 40 × 40 × 160 mm beams that were supported on cylinders with their longitudinal axis perpendicular to these supports and leaving a 100 mm clearance to apply in the center of this, a load that increased at a speed of 50 ± 10 N/s. The test was carried out with a universal control machine, and both properties were determined at ages of 7 and 28 days.
Results and discussion
Physical and chemical characteristics of pumice powder
From the results obtained in the physical characterization of the base material, the density of the PS powder was 2084.23 (kg/m ^3^) which is lower than that of other investigations, such as that of Ref. 20, where a PS powder with a density of 2500 (kg/m ^3^) is used. In addition, when comparing the granulometric curves ( Figure 5) of the materials used in the present study, only 24.78% of the material passed through the sieve. N°200 (0.075 mm), whereas in the research by Ref. 21, 57% of the material used passes through the No. 200 sieve, which indicates that the material used is thicker, which can be attributed to the grinding and sieving process of the material. It should be noted that the fineness of the base material affects the resistance of the analyzed geopolymer, as mentioned by Ref. 22.
The granulometric curve of pumice stone powder.
Applying the calculation process of number 5.4 of Ref. 15, for the determination of the modulus of fineness (MF) of the PS powder, it was determined that the modulus of fineness of the PS powder is 0.69; hence, it is considered a fine material.
However, in the chemical characterization of the PS powder ( Figure 6 and Table 6), silicon (Si) and aluminum (Al) are common denominators in the composition of the powder. PS dust from the Cotopaxi quarry is suggested by the presence of aluminosilicates, which, according to Refs. 4, 5, 20 have the potential to be pioneers in the elaboration of geopolymers.
*PS powder diffraction gram.
23*
Table 6.: Technical specifications of Na 2SiO 3.
Table 6 summarizes the name of the compound, its chemical formula, and the percentage of PS powder.
Physical and mechanical characteristics of the geopolymer
From the physical characterization of the geopolymer, density values ranging from 1645 (kg/m ^3^) to 1726 (kg/m ^3^) 3 were obtained ( Figure 7). This material turned out to be 25% lighter than the maximum density of 2200 kg/m ^3^ obtained by other authors as Ref. 17 of 2200 (kg/m ^3^).
Geopolymer density at the age of 28 days with dosages at 8 M.
The obtained geopolymer presented an average absorption percentage of 30.79%; that is, it presented many pores, and in the presence of water, its weight increased.
The compressive strength was evaluated at 7 and 28 d in two molarities, one of 8 M and the other of 12 M, the latter being the concentration that allows reaching a compressive strength of 14.10 MPa at 10% SF replacement (see Figures 8 and 9). These results agree with the study carried out by Ref. 21, from which they concluded that the compressive strength was linked to the molar concentration and that a sodium hydroxide concentration of 12 M is the most optimal.
Compressive strength curves at different % of SF with 8 M.
Flexural strength curves at different % of SF with 8 M.
Similarly, when comparing the resistance of the control specimens versus those that have 10% SF replacement, the resistance increases as the percentage of SF replacement increases, with an increase of 56.31% for the concentration of 8 M and 47.59% for that of 12 M.
For resistance to flexure, the best results were obtained under the same conditions as the resistance to compression, while the maximum value obtained was 4.78 MPa. Figures 10 and 11 show that the increase in resistance between the control specimens and those with 10% SF replacement was 28.14% and 17.78% for the 8 M and 12 M molarities, respectively.
Compressive strength curves at different % of SF with 12 M.
Flexural strength curves at different % SF with 12 M.
Conclusions
The PS powder used in the preparation of the geopolymer has a chemical composition that benefits its use as a precursor, because it is composed mostly of silicon and aluminum. Physically, it is a fine material with a particle size of less than 0.6 mm and a density of 2084.23 (kg/m ^3^).
In the design of the geopolymer dosage, several factors influence the resistance, such as the ratio of sodium silicate to sodium hydroxide, water content, temperature, curing time, molarity of sodium hydroxide and alkaline solution, and binder ratio. The latter two are the most important factors to consider in terms of environmental and economic feasibility because the excessive use of the alkaline solution is counterproductive to the contribution to reducing CO 2 emissions, as the production of these activators requires considerable energy consumption, which represents high production costs.
The results of resistance to compression and flexure increased up to 47% and 16% respectively, this is if the test tubes with 10% replacement of SF are compared versus the control test tubes, both with 12M molarity, in this way it is evidenced that there is a directly proportional relationship between mechanical resistance and the increase in the percentage of SF replaced.
A maximum compressive strength of 14.1 MPa was reported, indicating that the geopolymer cannot be used as a structural material. However, this strength can be improved by reducing the size of the PS powder particles to a diameter of less than 0.075 mm to guarantee the dissolution and reaction of silica and aluminum, making room for polymerization of the entire material.
Regarding the physical properties of the geopolymer, the density of the specimens with SF was greater than that of the control specimens because the fineness and composition of the SF fulfill the function of filling voids, thus densifying the mixture. In addition, it contributes to the formation of the polymeric gel, which is 25% lighter if the maximum density obtained is compared with that of other authors. A high percentage of absorption caused by free water stored inside the test tubes that later evaporates during oven curing has also been reported, generating a considerable number of pores that cause a decrease in resistance.
The reference list from the paper itself. Each links out to its DOI / PubMed record.
- 1Ulusu H Aruntas Y Gencel O : Investigation on characteristics of blended cements containing pumice. Constr. Build. Mater. 2016;118:11–19. 10.1016/j.conbuildmat.2016.05.030 · doi ↗
- 2Mallagray J Anagnostou J Stek M : Strengthening Sustainability in the Cement Industry. International Finance Corporation;2020. Accessed: Apr. 15, 2024. Reference Source
- 3Hardjito D Wallah E : On the Development of Fly Ash-Based Geopolymer Concrete.
- 4Occhipinti R : Alkali activated materials using pumice from the Aeolian Islands (Sicily, Italy) and their potentiality for cultural heritage applications: Preliminary study. Constr. Build. Mater. 2020;259:120391–120391. 10.1016/j.conbuildmat.2020.120391 · doi ↗
- 5Haddad RH Lababneh ZK : Geopolymer composites using natural pozzolan and oil-shale ash base materials: A parametric study. 2019. 10.1016/j.conbuildmat.2019.117899 · doi ↗
- 6Das SK : Fresh, strength and microstructure properties of geopolymer concrete incorporating lime and silica fume as replacement of fly ash. J. Build. Eng. Nov. 2020;32:101780. 10.1016/J.JOBE.2020.101780 · doi ↗
- 7Li OH : Evaluation of the Effect of Silica Fume on Amorphous Fly Ash Geopolymers Exposed to Elevated Temperature. Magnetochemistry. Jan. 2021;7(1):9. 10.3390/MAGNETOCHEMISTRY 7010009 · doi ↗
- 8Min FS : Effect of silica fume and alumina addition on the mechanical and microstructure of fly ash geopolymer concrete. Arch. Metall. Mater. 2022;67(1):197–202. 10.24425/AMM.2022.137489 · doi ↗