The Effects of Different Zn Forms on Sintering Basic Characteristics of Iron Ore
Jiantao Ju, Jian Zu, Xiangdong Xing, Lei Yang, Xinru Xiang

TL;DR
This study examines how different forms of zinc affect the sintering properties of iron ore, impacting factors like temperature and strength.
Contribution
The paper introduces new insights into how ZnO, ZnFe2O4, and ZnS influence sintering characteristics and SFCA formation in iron ore.
Findings
ZnO and ZnFe2O4 increase the lowest assimilation temperature but decrease liquid phase fluidity in iron ore.
ZnS accelerates Fe2O3 decomposition but limits SFCA formation due to high decomposition temperatures.
Zn reduces SFCA microhardness and bonding phase content, lowering sinter compressive strength.
Abstract
The micro-sintering method was used to determine the sintering basic characteristics of iron ore with Zn contents from 0 to 4%, the influence mechanism of Zn on sintering basic characteristics of iron ore was clarified by means of thermodynamic analysis and first-principles calculations. The results showed that (1) increasing the ZnO and ZnFe2O4 content increased the lowest assimilation temperature (LAT) but decreased the index of liquid phase fluidity (ILF) of iron ore. The addition of ZnS had no obvious effect on LAT but increased the LIF of iron ore. (2) ZnO and ZnFe2O4 reacted with Fe2O3 and CaO, respectively, during sintering, which inhibited the formation of silico-ferrite of calcium and aluminum (SFCA). The addition of ZnS accelerated the decomposition of Fe2O3 in the N2 atmosphere; however, the high decomposition temperature limited the oxidation of ZnS, so the presence of ZnS…
Genes, proteins, chemicals, diseases, species, mutations and cell lines named across the full text — each resolved to its canonical identifier and authoritative record.
Click any figure to enlarge with its caption.
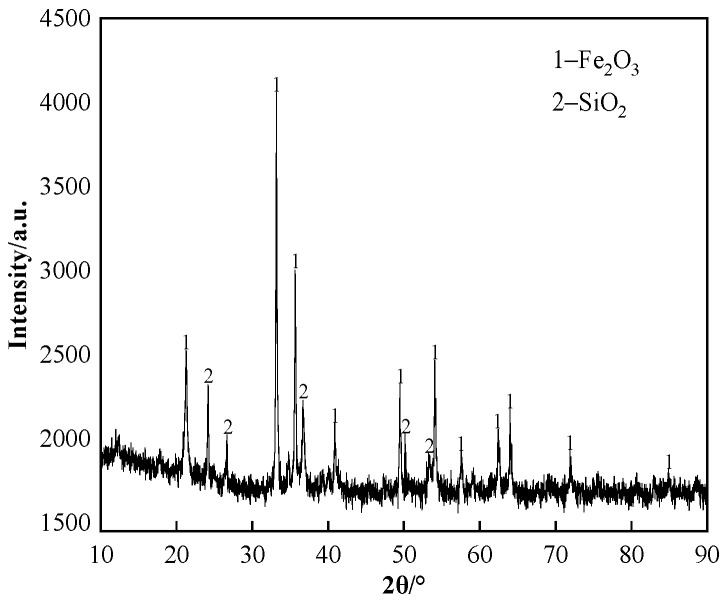 Figure 1
Figure 1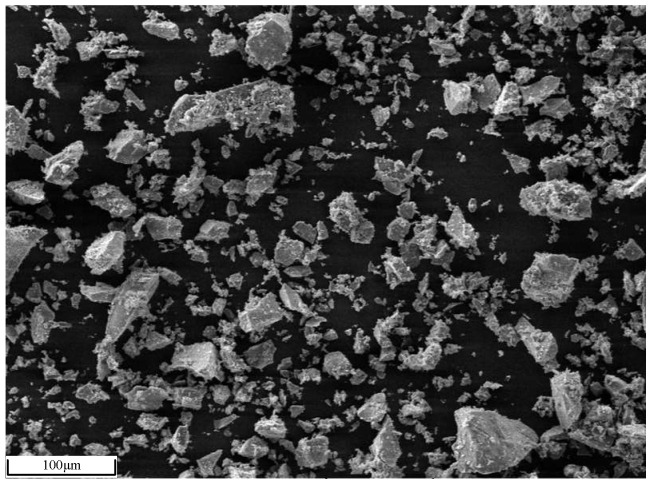 Figure 2
Figure 2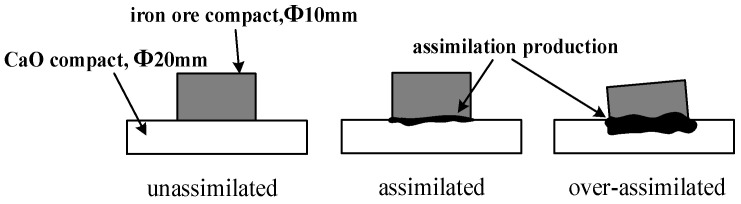 Figure 3
Figure 3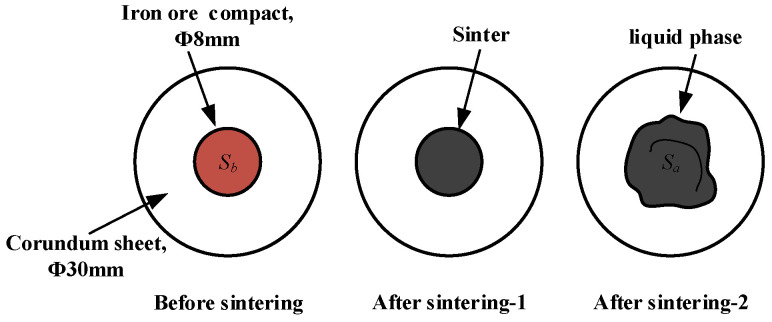 Figure 4
Figure 4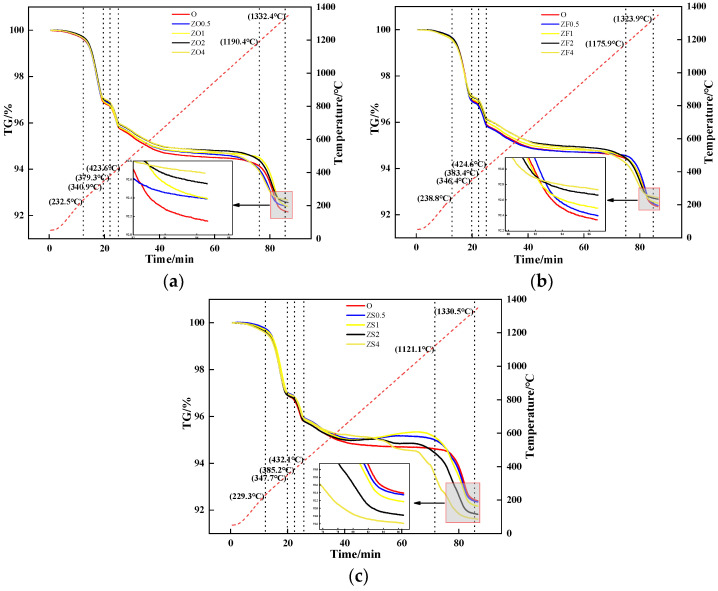 Figure 5
Figure 5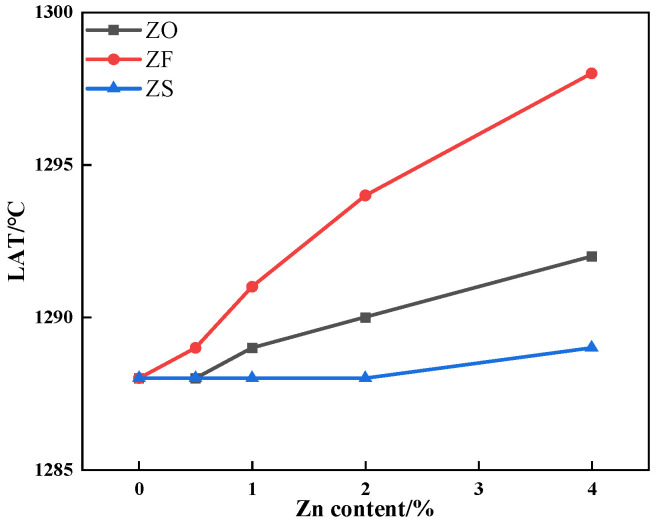 Figure 6
Figure 6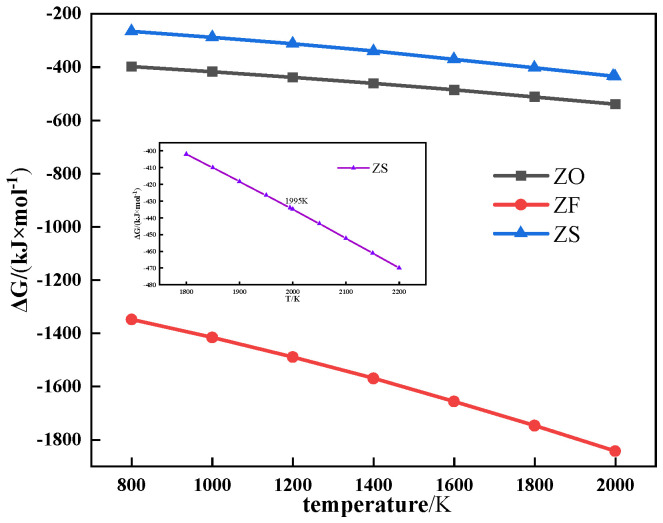 Figure 7
Figure 7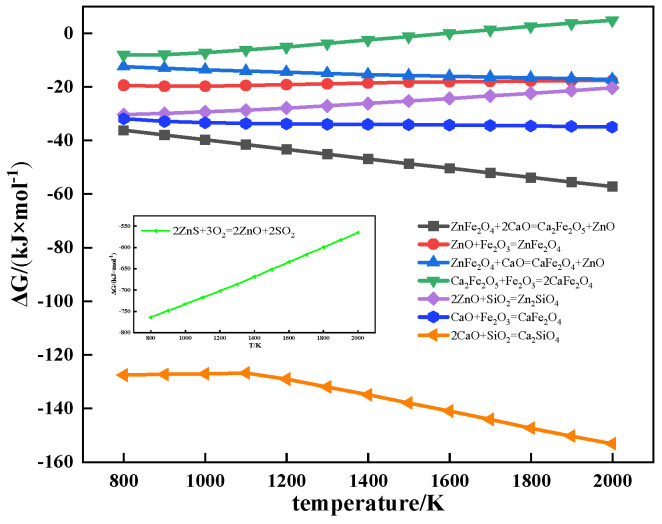 Figure 8
Figure 8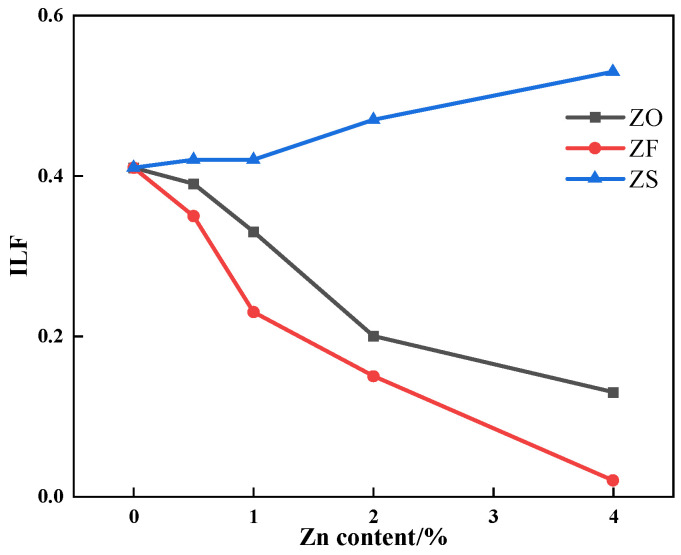 Figure 9
Figure 9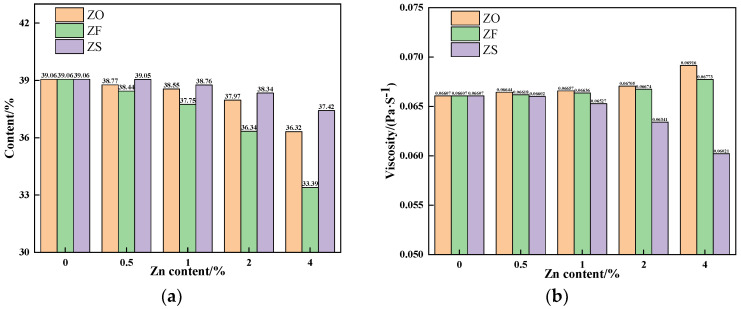 Figure 10
Figure 10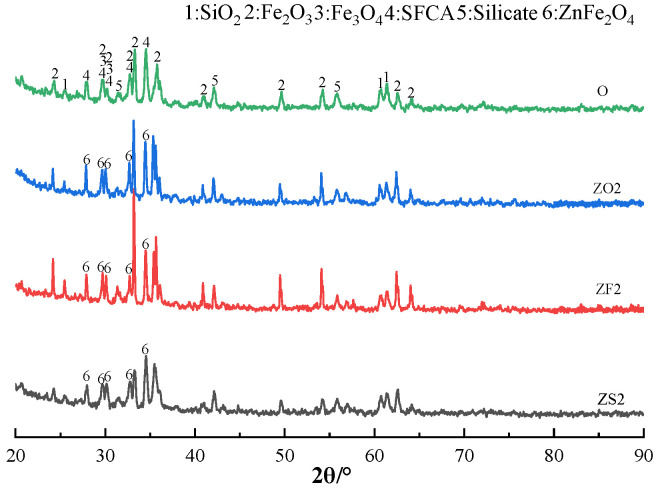 Figure 11
Figure 11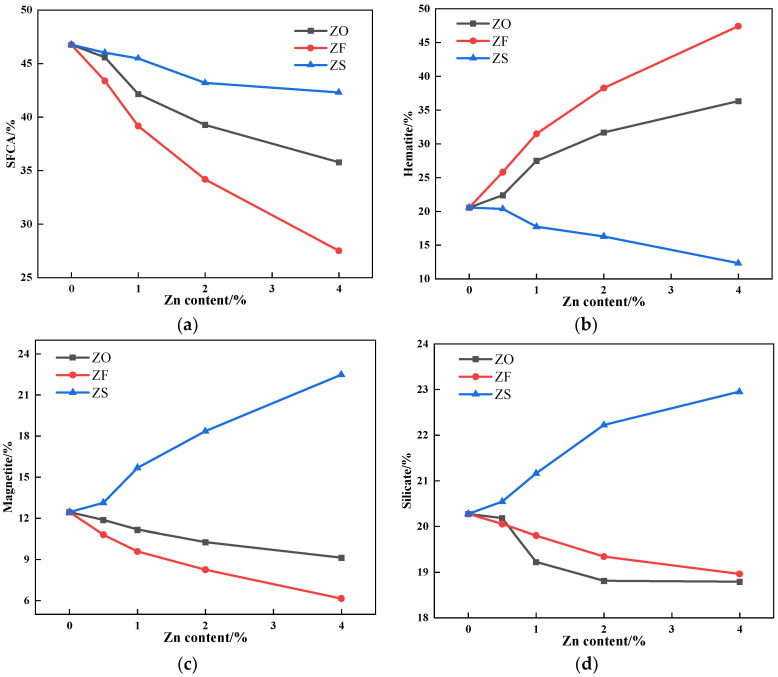 Figure 12
Figure 12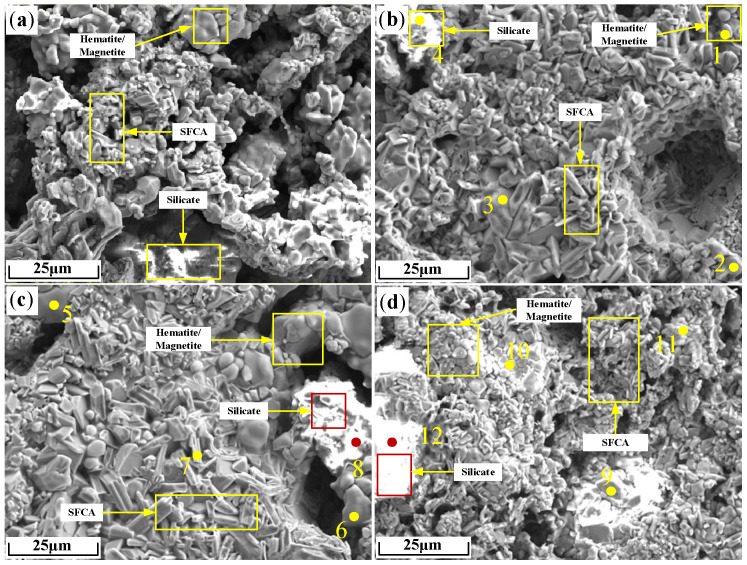 Figure 13
Figure 13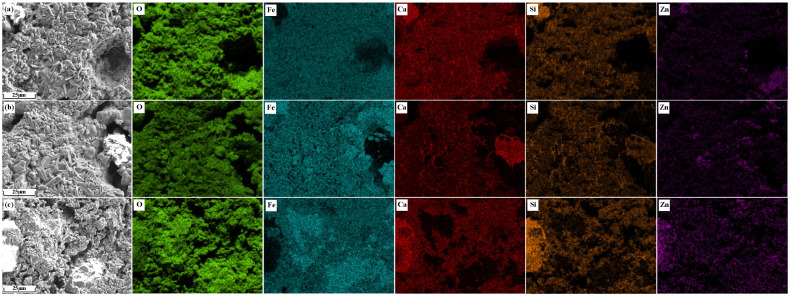 Figure 14
Figure 14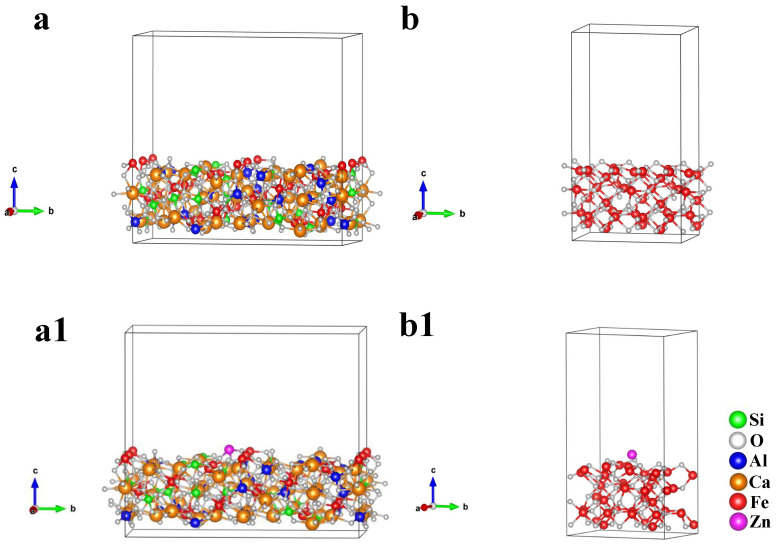 Figure 15
Figure 15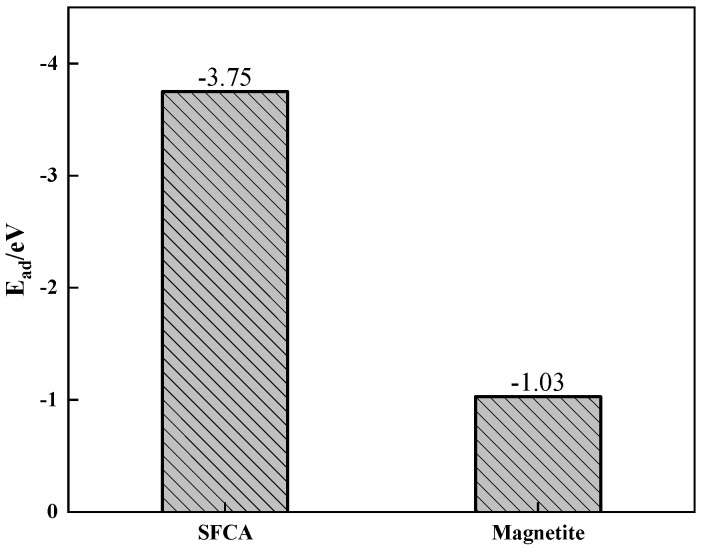 Figure 16
Figure 16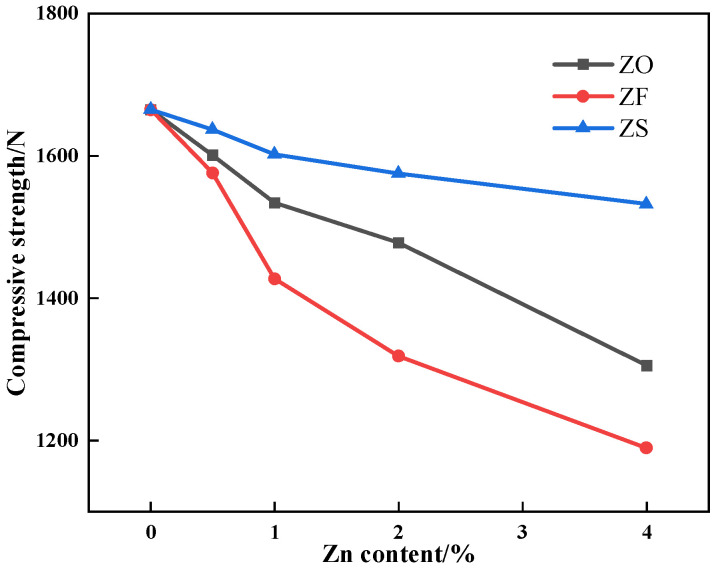 Figure 17
Figure 17- —National Natural Science Foundation of China
- —Shaanxi Province Innovation Capability Support Plan Project
Peer Reviews
No public reviews on file for this paper yet. If you reviewed it on a platform where reviews are public (OpenReview, ICLR, NeurIPS, ICML), you can paste yours below so the community can read it here.
Videos
No videos yet. Explain this paper in a talk, walkthrough, or lecture? Add one.
Taxonomy
TopicsIron and Steelmaking Processes · Mineral Processing and Grinding · Metal Extraction and Bioleaching
1. Introduction
At present, the main iron-bearing charge of blast furnaces in China remains the sinter, accounting for about 70–80% of the blast furnace burden [1,2,3]. Hence, the chemical composition of the sinter significantly affects the operation stability of the blast furnace. Zn compounds in sinter are reduced to Zn vapor in the high-temperature area of the blast furnace, most of Zn vapor is oxidized to ZnO, which is adsorbed on the surfaces of charges and furnace wall, resulting in the worsening of permeability of the charges and corrosion of refractories [4,5,6,7]. In recent years, domestic steel enterprises have regarded metallurgical dust generated in the steel production process as sintering raw materials to control the cost and reduce the pollution [8,9]. Metallurgical dust not only contains abundant Fe and C resources but also contains large amounts of harmful elements such as Zn [10,11,12]. The recycling of metallurgical dust by sintering increases the Zn content in the sinter. Therefore, it is necessary to reveal the effect of Zn on sintering basic characteristics of iron ore, which provides theoretical guidance for optimizing sintering parameters to produce high-quality sinter.
The forms of Zn in sintering raw materials are various. Zn mainly presents in the form of sphalerite (ZnS) and zincite (ZnO) in natural ores [13]. Wang et al. [14] adopted X-ray absorption spectroscopy (XAS) to examine the Zn-containing phase in metallurgical dust, and the results showed that Zn mainly existed in the form of ZnO and ZnFe_2_O_4_ in metallurgical dust. In the last few years, previous studies have mainly focused on the sintering behavior of Zn compounds. Wang et al. [15] investigated the phase transformation of Zn during sintering by thermodynamic calculation, and the results identified that the Zn compounds such as ZnS, ZnO, and Zn_2_SiO_4_ in industry sintering blends were mostly transformed into ZnFe_2_O_4_, only ZnCl_2_ and a minimal amount of Zn reduced from ZnO were removed by vaporization during sintering. Lv et al. [16] studied the reaction behavior of ZnO under the reducing atmosphere, and the results showed that increasing the temperature and decreasing the CO content were conducive to the conversion of Fe^2+^ to Fe^3+^, which correspondingly restrained the reduction of ZnO. Although revealing the sintering behavior of Zn compounds contributes to improving the removal rate of Zn during sintering, there is a threshold for the Zn removal rate. Over the last few decades, many metallurgists have begun to study the effect of gangue on the sintering basic characteristics of iron ore [17,18,19,20], nevertheless, there is little research on the effect of Zn on the sintering basic characteristics of iron ore, and relevant studies only stay at the level of pure reagent [21]. The mechanism that influences the high-temperature sintering behavior of Zn compounds on the sintering basic characteristics of iron ore is unclear.
As mentioned above, Zn in sintering raw materials is mainly in the form of ZnO, ZnFe_2_O_4_, and ZnS. In this paper, the chemical reagents ZnO, ZnFe_2_O_4_, and ZnS were chosen as Zn resources to constitute the experimental samples with iron ore. Thermogravimetry (TG) was performed on the samples of iron ore containing different contents and forms of Zn to investigate the thermal decomposition behavior during sintering. The sintering basic characteristics of iron ore were measured by the micro-sintering method; meanwhile, first-principles calculations and thermodynamic calculations were used to clarify the influence mechanism of Zn on the sintering basic characteristics of iron ore.
2. Materials and Methods
2.1. Materials
The chemical composition of iron ore provided by a domestic sintering plant is shown in Table 1, and the ZnO content in iron ore is no more than 0.01%. The X-ray diffraction (XRD) pattern and Scanning electron microscope (SEM) photo of iron ore are shown in Figure 1 and Figure 2, respectively. Figure 1 indicates that the main iron-bearing mineral is hematite. Before preparing the experimental sample, iron ore and chemical reagents were ground to powder with a particle size of less than 0.15 mm and heated in the oven at 100 °C for 3 h to eliminate the effects of particle size and moisture, respectively.
The chemical composition of iron ore with different contents and forms of Zn is shown in Table 2. The Zn content in the iron ore was limited to 0–4%; ZO, ZF, and ZS represent ZnO (≥99.0%, XiLong Scientific, Chengdu, China), ZnFe_2_O_4_ (≥99.0%, LeYan, Shanghai, China), and ZnS (≥99.0%, Rhawn, Shanghai, China), respectively.
2.2. Methods
2.2.1. Micro-Sintering Experiment
Referring to relevant literature [22,23], the micro-sintering experiment is as follows:
- 1.Assimilation performance
Based on the data in Table 2, the ore powder and chemical reagents were thoroughly mixed with an appropriate amount of anhydrous ethanol for 30 min and then dried in the electrothermal blowing dry box (101-0ASB, ±1 °C, Beijing Kewei Yongxing Instrument Co., Ltd., Beijing, China) at 100 °C for 2 h. The experimental sample was obtained by milling the dried mixture in a ball milling for 20 min. The 1.0 g experimental sample and 2.5 g CaO (≥98.0%, Damao, Tianjin, China) were weighed and filled into a steel mold and then pressed into iron ore compact with a diameter of 10 mm and CaO compact with a diameter of 20 mm under 20 MPa, respectively. The iron ore compact was placed on the CaO compact and then sent into the micro-sintering device (BR-14AS-12, 1400 °C, Zhengzhou Bona Heat Kiln Co., Ltd., Zhengzhou, China) for roasting. The temperature was first raised to 1000 °C and then continued to rise at a heating rate of 3 °C/s until the assimilation characteristic appeared at the contact interface between the iron ore compact and CaO compact; the corresponding temperature was defined as the lowest assimilation temperature (LAT). During the heating stage, N_2_ with 1 L/min was continuously injected into the micro-sintering device to promote the decomposition of Fe_2_O_3_ to form Fe_3_O_4_, which was basically equivalent to the sum of the reduction and decomposition reaction of Fe_2_O_3_ in the actual sintering process. The assimilation process is shown in Figure 3.
2.Liquid Phase Fluidity
The ore powder and Zn compounds were configured into the experimental sample with a basicity of 4.0 by CaO, and the 0.8 g experimental sample was weighed and filled into a steel mold and then pressed into iron ore compact with a size of Φ8 × 5 mm. The iron ore compact was placed on the corundum sheet with a diameter of 30 mm and then sent into the micro-sintering device for roasting. The temperature was raised to 1280 °C and then held for 4 min. During the sintering process, N_2_ with 1 L/min (heating and holding stage) and O_2_ with 0.5 L/min (cooling stage) were continuously injected. When the internal temperature of the device dropped to room temperature, the corundum sheet was taken out to calculate the index of liquid phase fluidity (ILF). The liquid phase flow process is shown in Figure 4, and the calculation of ILF is shown in Equation (1).
3.Silico-Ferrite of Calcium and Aluminum (SFCA) Formation Characteristics
The ore powder and Zn compounds were configured into the experimental sample with a basicity of 2.0 by CaO, and the 2.0 g experimental sample was weighed and filled into a steel mold and then pressed into iron ore compact with a size of Φ15 × 8 mm. The iron ore compacts were placed into a corundum crucible with a volume of 20 mL and then sent into the micro-sintering device for sintering. The experimental temperature regime and atmosphere control were the same as the liquid phase fluidity experiment. When the internal temperature of the device dropped to room temperature, the corundum crucible was taken out. The sintered compacts were analyzed by X-ray diffraction instrument (D8 Advance A25, Bruker AXS, Karlsruhe, Germany) with copper target, which was operated at 40 kV and 40 mA in step mode with 0.01°2θ step and a count time of 0.15 s per step over a 2θ range from 10° to 90°, to determine the mineral phase composition and investigated by Scanning electron microscope–Energy dispersive spectroscopy instrument (Gemini SEM 300, Carl Zeiss AG, Oberkochen, Germany) to observe the microstructure and determine the relative content of mineral phase.
4.Compressive strength
The experimental procedures were the same as those used in the SFCA formation characteristic experiment. The compressive strength of the sintered compact was measured by an electronic pressure tester (LD-YB-2, ±1 N, Wuzhou Special Equipment Factory, Wuzhou, China).
2.2.2. Microhardness Detection
The microhardness of the mineral phase in the sintered compact obtained by the compressive strength experiment was measured by a Semi-automatic micro-Vickers hardness tester (401 MAD, ±2 HV, JVC, Yokohama, Japan). Before measuring the microhardness of the mineral phase, the sintered compact was embedded in a rubber mold with a size of Φ24 × 12 mm by a mixture of epoxy resin curing agent and acrylic powder and then disposed by abrasive paper and a Semi-automatic polishing machine (XP 810E, Guangzhou Jingying Chemical Technology Co., Ltd., Guangzhou, China). The microhardness of the mineral phase was the average sum of the hardness values at 10 different points on the mineral phase surface. The Vickers hardness value (HV) calculation is shown in Equation (2) [24]. F and d represent a fixed experimental load (100 g) and the arithmetic average of the diagonal of the diamond indentation, respectively.
2.2.3. TG Experiment
The experimental samples configured in the compressive strength experiment were used in the Thermogravimetry (TG) experiment. The 50 mg experimental sample was filled into the corundum crucible and then placed into the synchronous thermal analyzer (STA449F3, Netzsch Instrument Inc., Selb, Germany). The temperature regime was set as room temperature—1350 °C, non-isothermal heating. Before heating up, O_2_ at 20 mL/min and N_2_ at 50 mL/min was injected to discharge the impurity gas, and then N_2_ protection gas at 20 mL/min was injected during the heating stage.
2.2.4. Thermodynamic Calculation
The reaction thermodynamics of Zn compounds in this paper were investigated as follows: Firstly, primary compounds in the experimental samples and reaction equations were listed. Secondly, the reaction conditions were confirmed. Thirdly, the thermodynamic properties and reactions of Zn compounds were calculated by the “reaction” module in FactSage 7.1. Finally, the properties of the sintering equilibrium liquid phase of experimental samples containing different contents and forms of Zn were calculated by “Equilib” and “Viscosity” modules.
3. Results and Discussion
The TG–time relationship of experimental samples (R = 2.0) containing different contents and forms of Zn is shown in Figure 5. The experimental sample without Zn started to have a mass loss at about 250 °C, 380 °C, and 1200 °C during the heating process, which corresponded to the decomposition of crystalline water, Ca(OH)2, and hematite (Fe_2_O_3_), respectively. When Zn content increased from 0 to 4%, Figure 5a,b shows that the TG curve increased from 92.19% to 92.69% (ZnO) and 92.77% (ZnFe_2_O_4_) at the end of the Fe_2_O_3_ decomposition stage, respectively; hence, ZnO and ZnFe_2_O_4_ inhibited the decomposition of Fe_2_O_3_. Figure 5c shows that the TG curve decreased from 92.19% to 91.61% (ZnS) at the end of the Fe_2_O_3_ decomposition stage; hence, ZnS promoted the decomposition of Fe_2_O_3_.
3.1. The Effects of Different Forms of Zn on Assimilation Performance
The results of the assimilation experiment of iron ore containing different contents and forms of Zn are shown in Figure 6. As can be seen from Figure 6, the lowest assimilation temperature (LAT) of iron ore without Zn is 1288 °C, which belongs to medium assimilation performance. With increasing the Zn content, the LAT of iron ore containing ZnO and ZnFe_2_O_4_ increased, while that of iron ore containing ZnS did not change significantly. When the Zn content increased from 0 to 4%, the LAT of iron ore containing ZnFe_2_O_4_ increased the most, from 1288 °C to 1298 °C.
Figure 7 shows the thermochemical properties of ZnO, ZnFe_2_O_4_, and ZnS. As shown in Figure 7, ZnO, ZnFe_2_O_4_, and ZnS were all refractory in the sintering process.
The relationship between Gibbs free energy and temperature of partial reactions during sintering is shown in Figure 8. ZnO could react with Fe_2_O_3_ to form ZnFe_2_O_4_ during sintering, which restrained the formation of low-melting calcium ferrite (CaFe_2_O_4_, 1216 °C), and the LAT of iron ore increased. However, the ΔG of the ZnFe_2_O_4_ formation reaction was higher than that of the CaFe_2_O_4_ formation reaction. Therefore, the addition of ZnO had limited influence on the formation of CaFe_2_O_4_ during sintering. The high-melting dicalcium ferrite (Ca_2_Fe_2_O_5_, 1449 °C) was formed by a solid-phase reaction between ZnFe_2_O_4_ and CaO during sintering. The ΔG of the Ca_2_Fe_2_O_5_ formation reaction was lower than that of the CaFe_2_O_4_ formation reaction. Therefore, the addition of ZnFe_2_O_4_ had a significant influence on the formation of CaFe_2_O_4_ during sintering. In the sintering process, the O_2_ produced by the decomposition of Fe_2_O_3_ oxidized ZnS to ZnO. However, the decomposition temperature of Fe_2_O_3_ limited the oxidation process of ZnS, and ZnS hardly affected the formation of CaFe_2_O_4_ at lower temperatures. Therefore, with the increase of Zn content, the LAT of iron ore containing ZnFe_2_O_4_ increased the most, while that of iron ore containing ZnS had no obvious change.
3.2. The Effects of Different Forms of Zn on Liquid Phase Fluidity
The results of the liquid phase fluidity experiment of iron ore containing different contents and forms of Zn are shown in Figure 9. It can be seen from Figure 9 that with increasing the Zn content, the index of liquid phase fluidity (ILF) of iron ore containing ZnS increased while that of iron ore containing ZnO and ZnFe_2_O_4_ decreased. The effect of ZnFe_2_O_4_ on ILF was greater than ZnO when the Zn content was the same.
The properties of the sintering equilibrium liquid phase of experimental samples containing different contents and forms of Zn are shown in Table 3 and Figure 10. As can be seen from Table 3 and Figure 10a, with the Zn content increased, the Zn^2+^ content in the liquid phase increased while the liquid phase content decreased, and the liquid phase content of the experimental sample containing ZnFe_2_O_4_ had a significant decrease. As shown in Figure 10b, with the increase of Zn content, the liquid phase viscosity of experimental samples containing ZnO and ZnFe_2_O_4_ increased while that of the experimental sample containing ZnS decreased. Research showed that Fe^2+^ broke the chain of polymer macromolecules such as silico-oxygen complex anion groups, destroying the Si-O network structure in the silicate liquid phase, so the viscosity of the liquid phase decreased [25]. As can be seen from Table 3, with the increase of Zn content, Fe^2+^ content in the liquid phase of experimental samples containing ZnO and ZnFe_2_O_4_ decreased, while that of the experimental sample containing ZnS increased. Therefore, under the combined effect of liquid content and viscosity, as the Zn content increased, the ILF of iron ore containing ZnS increased, while that of iron ore containing ZnO and ZnFe_2_O_4_ decreased.
3.3. The Effects of Different Forms of Zn on SFCA Formation Characteristics
The XRD patterns of sinter after sintering iron ore containing 2% Zn are shown in Figure 11. It can be seen from Figure 11 that Zn mainly existed in the form of ZnFe_2_O_4_ in the Zn-containing sinter. Moreover, the diffraction peaks of ZnFe_2_O_4_ and Fe_3_O_4_ coincided perfectly because both of them were spinel minerals.
The relative area percentage of the mineral phase in the sinter was obtained by Image J 1.54h software, as shown in Figure 12. It can be seen from Figure 12 that with the increase of ZnO and ZnFe_2_O_4_ contents, the contents of silico-ferrite of calcium and aluminum (SFCA), magnetite and silicate decreased, while the content of hematite increased; with the increase of ZnS content, the contents of SFCA and hematite decreased, while that of magnetite and silicate increased.
ZnO and ZnFe_2_O_4_ had a solid-phase reaction with Fe_2_O_3_ and CaO, respectively, during sintering, which inhibited the formation of calcium ferrite, a reactant in the SFCA formation process, and ZnFe_2_O_4_ had a stronger inhibition effect. In addition, the viscosity of the liquid phase increased because of the decrease of Fe^2+^ content in the liquid phase, so the permeability of the liquid phase to the surrounding adhesion layer was weakened, which also inhibited the formation of SFCA. Therefore, the content of SFCA in sinter after sintering iron ore containing ZnFe_2_O_4_ decreased greatly. Although ZnS promoted the decomposition of Fe_2_O_3_ and inhibited the formation of SFCA, there was more Fe^2+^ content in the liquid phase formed by iron ore containing ZnS during sintering. The penetration range of the liquid phase with stronger fluidity was wider than that of the surrounding adhesion layer, which promoted the formation of SFCA. Therefore, the content of SFCA in the sinter after the sintering of iron ore containing ZnS decreased slightly.
3.4. The Effects of Different Forms of Zn on Bonding Phase Strength
3.4.1. The Distribution Characteristics of Zn and Microhardness
The microstructure of the sinter after sintering iron ore containing 2% Zn is shown in Figure 13, and the EDS analysis results of points in Figure 13 are shown in Table 4. It can be seen from Table 4 that Zn was mainly distributed in hematite or silicate.
During sintering, ZnO reacted with Fe_2_O_3_ to form ZnFe_2_O_4_, and then, ZnFe_2_O_4_ reacted with CaO to form Ca_2_Fe_2_O_5_ and ZnO; however, the content of CaO in the experimental sample was much lower than that of Fe_2_O_3_. Moreover, SiO_2_ reacted with CaO to form Ca_2_SiO_4_, which restrained the formation of Zn_2_SiO_4_. Therefore, most of Zn in the sinter eventually existed in the hematite in the form of ZnFe_2_O_4_. ZnS began to be oxidized by O_2_ generated by the decomposition of Fe_2_O_3_ at about 1100 °C; CaO was almost exhausted at this temperature. As shown in Figure 11, there was still residual SiO_2_ in the sinter, and the ΔG of the Zn_2_SiO_4_ formation reaction was lower than that of the ZnFe_2_O_4_ formation reaction. Therefore, part of Zn existed in the form of Zn_2_SiO_4_ in the sinter after sintering iron ore containing ZnS. Zn in SFCA and magnetite existed in the form of a solid solution. Spinel polysomes were commonly contained in SFCA mineral structures, which meant that both SFCA and magnetite contained spinel structures [26]. Compared with the Mg^2+^ radius (0.65 Å), the Zn^2+^ radius (0.74 Å) was closer to the Fe^2+^ radius (0.76 Å); hence, Fe^2+^ in SFCA and magnetite was mainly substituted by Zn^2+^.
The element distribution of Zn-bearing sinter in Figure 13 is shown in Figure 14. It can be seen from Figure 14a,b that Zn in sinter ZO2 and ZF2 was concentrated in hematite and less distributed in SFCA. Figure 14c shows that Zn in the sinter ZS2 was concentrated in the silicate and overlapped better with the Si element, uniformly distributed in iron-bearing minerals.
To further reveal the mechanism of Zn deviation distribution in SFCA and magnetite, based on first-principles calculations, the adsorption energies of Zn on SFCA and magnetite crystal surfaces were calculated by the Vienna ab initio simulation package (VASP 6.3.2) [27]. The generalized gradient approximation by Perdew–Burke–Ernzerhof (PBE) was employed to describe the exchange–correlation functional [28]. The ion–electron interaction was estimated by the projector-augmented wave model [29]. The energy cutoff for the plane wave expansion was set to 450 eV. A 3 × 3 × 3 Monkhorst Pack k-point setup was used for geometry optimization. The energy convergence for terminating the electronic self-consistent field was 10^−6^ eV/atom, and the force convergence on each atom for geometric optimization was 10^−2^ eV/Å.
The atomic site and cell structure of the 15 × 15 × 15 Å cell with Zn atom in the central location were optimized by the VASP program under the above parameter setting, and the energy of the Zn atom was finally obtained to be −0.2647 eV.
The cell parameters calculated after optimizing the crystal structure of SFCA and magnetite are shown in Table 5; the deviations between calculation values and experience values of cell parameters are lower than 1%, belonging to a reasonable range [30]. According to the corresponding strongest diffraction peaks of SFCA and magnetite in Figure 11, SFCA (420) and Fe_3_O_4_ (220) crystalline planes were selected to construct the crystal surface adsorption models, as shown in Figure 15.
The adsorption energies of Zn on the SFCA and magnetite crystal surfaces are shown in Figure 16. Figure 16 shows that the SFCA crystal released more energy during the adsorption of Zn, which meant that the SFCA crystal was more stable after the adsorption of Zn. Therefore, more Zn-containing solid solutions were formed in SFCA.
The results of microhardness detection are shown in Table 6. Table 6 shows that with the increase of Zn content, the microhardness of silicate had no obvious change; among the iron-bearing minerals, the microhardness of hematite decreased slightly, while that of SFCA in sinter after sintering iron ore containing ZnO and ZnFe_2_O_4_ decreased significantly.
Combined with the data in Table 4 and Table 6, it can be deduced that the microhardness of the mineral phase was inversely proportional to the amount of Zn-containing solid solution contained in the mineral phase. Therefore, the micromechanical properties of SFCA and magnetite deteriorated because of the formation of Zn-containing solid solution. In addition, the formation of ZnFe_2_O_4_ broke the continuity of the Fe_2_O_3_ crystal bond, resulting in a decrease in the microhardness of hematite.
3.4.2. Compression Strength
The compressive strength of the sinter after sintering iron ore containing different contents and forms of Zn is shown in Figure 17. Figure 17 shows that the compressive strength of the sinter decreased with the Zn content increased, and the compressive strength of the sinter after sintering iron ore containing ZnFe_2_O_4_ decreased more sharply.
As the microhardness of iron-bearing minerals in the Zn-bearing sinter decreased, the compressive strength of the sinter decreased accordingly. However, it can be seen from Table 6 that ZnO and ZnFe_2_O_4_ had an approximate influence on mineral microhardness, which was inconsistent with the results in the compressive strength experiment. Meanwhile, the effect of Zn on SFCA formation was consistent with that of Zn on the compressive strength of the sinter. Therefore, Zn affected the bonding phase strength by the formation of a solid solution and decreasing the SFCA content.
4. Conclusions
In this paper, the micro-sintering method was adopted to measure the sintering basic characteristics of iron ore, and the influence mechanism of ZnO, ZnFe_2_O_4_, and ZnS on sintering basic characteristics of iron ore was determined by first-principles calculations and thermodynamic analysis. The conclusions are as follows:
- After the addition of ZnO and ZnFe_2_O_4_, the LAT of iron ore increased while the ILF of iron ore decreased. The addition of ZnFe_2_O_4_ consumed limited CaO, so the LAT and ILF of iron ore containing ZnFe_2_O_4_ had a greater variation. As the ZnS content increased, the LAT of iron ore had no obvious change, while the ILF of iron ore increased;
- The addition of ZnO and ZnFe_2_O_4_ resulted in the formation of ZnFe_2_O_4_ and Ca_2_Fe_2_O_5_, respectively; the content of reactants that participated in the formation of SFCA decreased. Hence, the presence of ZnO and ZnFe_2_O_4_ had a serious impact on SFCA formation during sintering. The addition of ZnS promoted the decomposition of Fe_2_O_3_; however, the process was limited by temperature. Hence, the presence of ZnS had a slight influence on SFCA formation during sintering;
- The Zn is mainly concentrated in hematite or silicate, less distributed in SFCA and magnetite in the form of a solid solution. Among SFCA and magnetite, the adsorption energy of Zn on the SFCA crystal surface was lower, so the SFCA bonding phase contained more Zn-containing solid solutions, which decreased the microhardness of the mineral phase. The decrease in microhardness and content of the SFCA bonding phase decreased the bonding phase strength;
- The iron ore with high Zn content presented poor sintering basic characteristics during the sintering process. Hence, both removing the Zn element in dust and ore blending optimization based on sintering basic characteristics are not only good approaches to recovering metallurgical dust and producing high-quality sinter but are also future research directions.
The reference list from the paper itself. Each links out to its DOI / PubMed record.
- 1Nkogatse T. Garbers-Craig A. Evaluation of Iron Ore Concentrate and Micropellets as Potential Feed for Sinter Production Miner. Process. Extr. Metall. Rev.20224330031210.1080/08827508.2020.1857249 · doi ↗
- 2Ju J.T. Ma K. Xing X.D. Zhao G.Q. Li Q.D. Investigations on the Barium-Bearing Magnetite Concentrate Roasted in Air Metall. Mater. Trans. B 2022531495150310.1007/s 11663-022-02459-9 · doi ↗
- 3Gan M. Li Q. Ji Z.Y. Fan X.H. Lv W. Chen X.L. Tian Y. Jiang T. Influence of Surface Modification on Combustion Characteristics of Charcoal and Its Performance on Emissions Reduction in Iron Ore Sintering ISIJ Int.20175742042810.2355/isijinternational.ISIJINT-2016-527 · doi ↗
- 4Maiorova A.V. Kulikova T.V. Shubin A.B. Extraction of Zinc and Arsenic from Metallurgical Furnace Dust JOM 2021733588359610.1007/s 11837-021-04866-w · doi ↗
- 5Cao J. Wang C. Zhang J.L. Yang X.T. Xu J. Zhang G.H. Formation Mechanism of the Brittle Layer in Carbon Brick of Blast Furnace Hearth Steel Res. Int.202394230016810.1002/srin.202300168 · doi ↗
- 6Trinkel V. Aschenbrenner P. Thaler C. Rechberger H. Mallow O. Fellner J. Distribution of Zn, Pb, K, and Cl in Blast Furnace Lining Steel Res. Int.201788160015310.1002/srin.201600153 · doi ↗
- 7Cao J. Wang C. Zhang J.L. Ji C.K. Wang Z.Y. Zhang C.F. Erosion mechanism of harmful elements K and Zn on carbon brick in a 4000 m 3 industrial blast furnace hearth Ironmak. Steelmak.20245122423510.1177/03019233231223330 · doi ↗
- 8Zhang J.S. Zhang Y.Z. Long Y. Du P.P. Tian T.L. Ren Q.Q. Multi-Source Ferrous Metallurgical Dust and Sludge Recycling: Present Situation and Future Prospects Crystals 20241427310.3390/cryst 14030273 · doi ↗